

ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া: খেলনা, বিন এবং মেডিকেল পাত্রে চক্র এবং সরঞ্জাম
ইনজেকশন ছাঁচনির্মাণএমন একটি প্রক্রিয়া যা পলিমারের উচ্চ-চাপ ইনজেকশনকে রূপ দেওয়ার জন্য একটি ছাঁচের মধ্যে অন্তর্ভুক্ত করে। এই প্রক্রিয়াটির বিভিন্ন পদক্ষেপগুলি সংক্ষিপ্ত, সাধারণত 2 সেকেন্ড থেকে 2 মিনিট পর্যন্ত স্থায়ী হয়। ইনজেকশন ছাঁচনির্মাণ চক্রটিতে চারটি মূল পর্যায়ে রয়েছে: ক্ল্যাম্পিং, ইনজেকশন, শীতলকরণ এবং ইজেকশন।
ক্ল্যাম্পিং:
ইনজেকশন প্রক্রিয়া শুরু করার জন্য, ছাঁচের উভয় অংশ অবশ্যই ইনজেকশন ছাঁচনির্মাণ মেশিনের সাথে সংযুক্ত একটি ক্ল্যাম্পিং ইউনিট ব্যবহার করে নিরাপদে বন্ধ করতে হবে। ইনজেকশন চলাকালীন একটি শক্ত সিল নিশ্চিত করে ক্ল্যাম্পিং ইউনিট একসাথে অর্ধেক টিপে উপাদানগুলি ইনজেকশন করা হয়। বৃহত্তর ক্ল্যাম্পিং পাওয়ার সহ বৃহত্তর মেশিনগুলি ছাঁচটি বন্ধ এবং সুরক্ষিত করতে আরও বেশি সময় প্রয়োজন হতে পারে।
ইনজেকশন:
প্লাস্টিকের গুলিগুলি একটি হপার মাধ্যমে ইনজেকশন ছাঁচনির্মাণ মেশিনে খাওয়ানো হয় এবং ইনজেকশন ইউনিট দ্বারা ছাঁচের দিকে চালিত হয়। গুলিগুলি ব্যারেলের মধ্যে তাপ এবং চাপ দ্বারা গলে যায়। ইনজেকশনযুক্ত উপাদানের পরিমাণ, যা 'শট' নামে পরিচিত, ছাঁচটি 95%-99%এ পূরণ করে নির্ধারিত হয়। প্লাস্টিকের প্রবাহের গতিশীল প্রকৃতির কারণে সঠিক ইনজেকশন সময় গণনা করা চ্যালেঞ্জিং। ইনজেকশন সময় ইনজেকশন চাপ, শক্তি এবং শট ভলিউমের মতো কারণগুলির ভিত্তিতে অনুমান করা হয়। ইনজেকশন চাপ সাধারণত 35-140 এমপিএ থেকে শুরু করে এবং মেশিনের জলবাহী সিস্টেম দ্বারা নিয়ন্ত্রিত হয়।
কুলিং:
শীতল পর্যায়ে, ছাঁচের মধ্যে থাকা প্লাস্টিকটি ছাঁচের অভ্যন্তরের সাথে যোগাযোগের পরে আরও দৃ ify ় হতে শুরু করে। প্লাস্টিকের শীতল এবং শক্ত হওয়ার সাথে সাথে এটি কাঙ্ক্ষিত আকারটি গ্রহণ করে, প্রক্রিয়া চলাকালীন সম্ভবত কিছুটা সঙ্কুচিত হয়। শীতল সময় শেষ না হওয়া পর্যন্ত ছাঁচটি খোলা যায় না। শীতল সময় অনুমান অংশের প্রাচীরের বেধ এবং প্লাস্টিকের থার্মোডাইনামিক বৈশিষ্ট্যের উপর নির্ভর করে।
ইজেকশন:
চূড়ান্ত পর্যায়ে একটি ইজেকশন সিস্টেম ব্যবহার করে মেশিন থেকে অংশটি বের করে দেওয়া জড়িত। যখন ছাঁচটি খোলে, অংশটি ধাক্কা দেওয়া হয়, সম্ভাব্য সঙ্কুচিত হওয়ার কারণে এবং ছাঁচের সাথে আঠালোতার কারণে শক্তি প্রয়োজন। ইজেকশনের পরে, চক্রটি নতুনভাবে শুরু করার জন্য অন্য শটের জন্য আবার ছাঁচটি বন্ধ করা যেতে পারে।
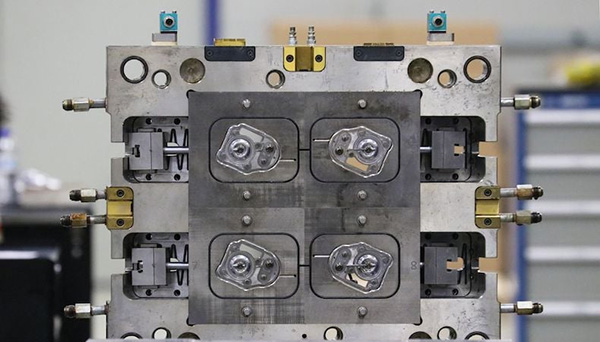
ছাঁচ নকশা চূড়ান্ত পণ্যের গুণমান নির্ধারণে গুরুত্বপূর্ণ ভূমিকা পালন করে। ছাঁচের দৃ ust ়তা, স্থায়িত্ব, আকার এবং আকার ব্যবহৃত ছাঁচের ধরণ দ্বারা প্রভাবিত গুরুত্বপূর্ণ কারণ। ছাঁচের মধ্যে যথাযথ পলিমার প্রবাহ, পাশাপাশি শীতল করার জন্য দক্ষ তাপ স্থানান্তর, প্রয়োজনীয় নকশা বিবেচনা।
এই জটিল প্রক্রিয়াটির সাফল্য নিশ্চিত করতে দক্ষ তদারকি প্রয়োজন। স্বয়ংক্রিয় প্লাস্টিকগুলিতে, আমরা উত্পাদনশীলতা এবং সুরক্ষা উভয়কেই অগ্রাধিকার দিই। আমরা বিভিন্ন শিল্প জুড়ে উচ্চমানের প্লাস্টিকের অংশগুলি সরবরাহ করার চেষ্টা করিইনজেকশন ছাঁচনির্মাণ। আপনার ইনজেকশন ছাঁচনির্মাণের প্রয়োজনের জন্য, আপনার প্রয়োজনীয়তা সম্পর্কে বিশদ আলোচনার জন্য এবং একটি প্রতিযোগিতামূলক উদ্ধৃতি পাওয়ার জন্য এপিএলে পৌঁছান।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি