বাড়ি
>
পণ্য > ইলেকট্রনিক যন্ত্রপাতি এবং যন্ত্র > পরিবেশ বান্ধব সরঞ্জাম > বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ
পণ্য
- কোর কাস্টমাইজেশন পরিষেবা
- স্বাস্থ্য পরিচর্যা
- ইলেকট্রনিক যন্ত্রপাতি এবং যন্ত্র
- মা ও শিশু সরবরাহ ছাঁচ
- বিনোদনমূলক খেলাধুলা
- হোম ফার্নিশিং আর্ট
- অটো আনুষাঙ্গিক
- পরিবহন এবং গুদামজাতকরণ
- লাইটিং ফিক্সচার
- নির্মাণ সরঞ্জাম
- প্যাকেজিং পণ্য
- শিক্ষাগত ও পরীক্ষাগার
- পোশাক লাগেজ আনুষাঙ্গিক
- যত্ন এবং পরিষ্কারের পণ্য
- কৃষি ও বনায়ন
- যান্ত্রিক সরঞ্জাম
- পোষা প্রাণী সরবরাহ
- রান্নাঘরের জিনিসপত্র








বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ
Ningbo (P&M) প্লাস্টিক মেটাল প্রোডাক্টস কোং, লিমিটেডের 17 বছরের ছাঁচ তৈরির প্রযুক্তি রয়েছে এবং এটি বৈদ্যুতিক মশা রিপেলার ছাঁচনির্ভর কাস্টমাইজ করতে পারে। আমরা পেশাদার কাস্টমাইজড ইলেকট্রিক মশা রিপেলার ছাঁচনির্মাণ পরিষেবা সরবরাহ করি এবং আমরা একটি পেশাদার বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ প্রস্তুতকারক। পণ্যের কাঁচামাল এবং ছাঁচের উপকরণ নির্বাচন করার ক্ষেত্রে আমাদের যথেষ্ট অভিজ্ঞতা রয়েছে। বৈদ্যুতিক মশা রিপেলার ছাঁচনির্ভর কাস্টমাইজ করার প্রক্রিয়ার মধ্যে, আমাদের কারখানা এক-স্টপ পরিষেবা প্রদান করতে পারে। আমাদের বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ সম্পর্কিত নকশা এবং উত্পাদন ক্ষমতা রয়েছে, যেমন: CAD ডিজাইন, ছাঁচ উত্পাদন, ইনজেকশন ছাঁচনির্মাণ, প্লাস্টিক পণ্য উত্পাদন, সমাবেশ এবং অন্যান্য প্রযুক্তি।
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
উপরন্তু, আমাদের কোম্পানি প্লাস্টিকের কাঁচামাল সরবরাহকারী, মুদ্রণ প্রস্তুতকারক, ইত্যাদির সাথে কাঁচামাল সরবরাহ এবং মুদ্রণের গুণমান নিশ্চিত করতে সমবায় সম্পর্ক স্থাপন করেছে। আমাদের সমৃদ্ধ অভিজ্ঞতা এবং নিখুঁত সরবরাহ শৃঙ্খলের মাধ্যমে, আমাদের কোম্পানি গ্রাহকদের তাদের নির্দিষ্ট চাহিদা মেটাতে উচ্চ-মানের কাস্টমাইজড ইলেকট্রিক মশা রিপেলার ছাঁচনির্মাণ পণ্য সরবরাহ করতে পারে। একই সময়ে, আমাদের কাছে 10 বছরের পেশাদার বিদেশী বাণিজ্য পরিষেবার অভিজ্ঞতা রয়েছে, বিদেশী বাণিজ্য প্রক্রিয়া বুঝতে এবং আমাদের গ্রাহকদের আরও ভালভাবে পরিবেশন করতে পারি। বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ পণ্যগুলির জন্য, আমরা সংশ্লিষ্ট প্লাস্টিকের অংশগুলি তৈরি করতে পারি, যা প্রধানত ইনজেকশন ছাঁচের মাধ্যমে করা হয়।




বৈদ্যুতিক মশা নিরোধকগুলির জন্য ছাঁচ তৈরির প্রক্রিয়া পরিচালনাকারী মূল নীতিগুলি হল: পণ্য কার্যকারিতার সাথে সারিবদ্ধ করা, নির্ভুলতা এবং স্থিতিশীলতা নিশ্চিত করা, উত্পাদন দক্ষতা বৃদ্ধি করা এবং ছাঁচের আয়ু বৃদ্ধি করা। পুরো প্রক্রিয়াটিকে বিস্তৃতভাবে সাতটি মূল পর্যায়ে বিভক্ত করা যেতে পারে: প্রাথমিক প্রস্তুতি এবং পণ্য বিশ্লেষণ; ছাঁচ নকশা; ছাঁচ উপাদান প্রস্তুতি এবং প্রাক চিকিত্সা; ছাঁচ উপাদানের নির্ভুলতা মেশিনিং; ছাঁচ সমাবেশ; ছাঁচ ট্রায়াল এবং ডিবাগিং; এবং ছাঁচ গ্রহণ এবং বিতরণ. প্রতিটি পর্যায় জটিলভাবে সংযুক্ত; পূর্ববর্তী পর্যায়ের গুণমান সরাসরি পরবর্তী ধাপের অগ্রগতিকে প্রভাবিত করে। একটি একক পর্যায়ে যে কোনো তদারকির ফলে ছাঁচ স্ক্র্যাপ করা হতে পারে বা চূড়ান্ত পণ্যগুলি গুণমানের মান পূরণ করতে ব্যর্থ হতে পারে। অতএব, বৈদ্যুতিক মশা তাড়ানোর পণ্যের নির্দিষ্ট বৈশিষ্ট্যের সাথে সমস্ত কাজকে সাজিয়ে, সমগ্র প্রক্রিয়া জুড়ে মানসম্মত অপারেশনাল প্রোটোকলগুলি মেনে চলা অপরিহার্য।
পর্যায় 1: প্রাথমিক প্রস্তুতি এবং পণ্য বিশ্লেষণ। এটি ছাঁচ উত্পাদনের জন্য মৌলিক পূর্বশর্ত গঠন করে; এর মূল উদ্দেশ্য হল পণ্যের প্রয়োজনীয়তাগুলিকে স্পষ্টভাবে সংজ্ঞায়িত করা এবং পণ্যের কাঠামোকে পুঙ্খানুপুঙ্খভাবে বিশ্লেষণ করা, যার ফলে পরবর্তী ছাঁচের নকশা এবং যন্ত্রের জন্য একটি বৈজ্ঞানিক ভিত্তি প্রদান করা। প্রথমত, বৈদ্যুতিক মশা তাড়ানোর জন্য ব্যাপক পণ্যের ডকুমেন্টেশন পেতে ছাঁচ উত্পাদনকারী দলকে অবশ্যই পণ্য ডিজাইন দলের সাথে ইন্টারফেস করতে হবে। এর মধ্যে রয়েছে 3D পণ্যের মডেল, 2D ইঞ্জিনিয়ারিং অঙ্কন, উপাদানের বৈশিষ্ট্য, মাত্রিক সহনশীলতা, নান্দনিক মান, সমাবেশের প্রয়োজনীয়তা এবং কার্যকরী পরামিতি। বিশেষ মনোযোগ মাত্রিক সহনশীলতা প্রদান করা আবশ্যক; গুরুত্বপূর্ণ এলাকাগুলির জন্য - যেমন হাউজিং সিম, গরম করার উপাদানগুলির জন্য মাউন্টিং হোল এবং তরল প্রতিরোধী বোতলগুলির জন্য ইন্টারফেসগুলি - সহনশীলতাগুলি সাধারণত ±0.02 মিমি এর মধ্যে নিয়ন্ত্রণ করা প্রয়োজন৷ এই কঠোর নিয়ন্ত্রণ হাউজিং সিমের অত্যধিক ফাঁক, আলগা গরম করার উপাদান মাউন্টিং, বা মাত্রিক বিচ্যুতির কারণে তরল ফুটো হওয়ার মতো সমস্যাগুলি প্রতিরোধ করে। একইসাথে, নির্দিষ্ট পণ্য উপকরণ স্পষ্টভাবে সংজ্ঞায়িত করা আবশ্যক. বৈদ্যুতিক মশা তাড়ানোর আবাসন সাধারণত ABS প্লাস্টিক ব্যবহার করে তৈরি করা হয়, যা অ-বিষাক্ত, গন্ধহীন, উচ্চ যান্ত্রিক শক্তির অধিকারী, ছাঁচে ফেলা সহজ, এবং পর্যাপ্ত তাপ প্রতিরোধের প্রদর্শন করে - এটি নিম্ন-তাপমাত্রার তাপীয় পরিবেশের সংস্পর্শে থাকা পণ্যগুলির জন্য উপযুক্ত করে তোলে। তরল বিকর্ষণকারী বোতল বা জলাধারগুলি সাধারণত পিপি প্লাস্টিকের তৈরি হয়, যা চমৎকার জারা প্রতিরোধের এবং সিল করার বৈশিষ্ট্য প্রদান করে, কার্যকরভাবে বিকর্ষণকারী তরল ফুটো প্রতিরোধ করে। যে উপাদানগুলি গরম করার উপাদানগুলির সাথে সরাসরি সংস্পর্শে আসে - যেমন হিটিং বেস - পিসি প্লাস্টিক বা পরিবর্তিত ABS প্লাস্টিক ব্যবহার করতে পারে, যা উচ্চতর তাপ প্রতিরোধের অফার করে, যার ফলে দীর্ঘকাল ধরে ব্যবহারের পরেও অংশগুলি বিকৃতি বা বার্ধক্য থেকে মুক্ত থাকে তা নিশ্চিত করে৷
পণ্য বিশ্লেষণের পর্যায়ে, প্রাথমিক ফোকাস হল বৈদ্যুতিক মশা তাড়ানোর কাঠামোগত বৈশিষ্ট্যগুলিকে বিনির্মাণ করা এবং এর কার্যকরী প্রয়োজনীয়তার সাথে একত্রে, ছাঁচনির্মাণ প্রক্রিয়ার সাথে সম্পর্কিত নির্দিষ্ট চ্যালেঞ্জগুলি বিশ্লেষণ করা। উদাহরণস্বরূপ, তরল ধরণের বৈদ্যুতিক মশা নিরোধকগুলির নীচের হাউজিংটিতে সাধারণত তরল বোতলের জন্য একটি মাউন্টিং স্লট, গরম করার উপাদান রডের জন্য একটি ছিদ্র এবং পাওয়ার কর্ডের জন্য একটি ইন্টারফেস থাকে। কিছু পণ্য কাঠামোগত বৈশিষ্ট্যগুলিকে অন্তর্ভুক্ত করে যেমন নির্দেশক আলো মাউন্টিং হোল এবং বোতাম রিসেস। উল্লেখযোগ্যভাবে, তরল বোতল মাউন্টিং স্লটে বিকর্ষণকারী তরল ফুটো প্রতিরোধ করার জন্য উচ্চ মাত্রার সিলিং অখণ্ডতা প্রয়োজন; ফলস্বরূপ, ছাঁচের মধ্যে সংশ্লিষ্ট গহ্বরটি অবশ্যই ব্যতিক্রমী পৃষ্ঠের সমাপ্তি এবং মাত্রিক নির্ভুলতা ধারণ করতে হবে। অধিকন্তু, গরম করার উপাদান রডের জন্য ছিদ্রের অবস্থানগত নির্ভুলতা গুরুত্বপূর্ণ; এটির স্থাপনে অত্যধিক বিচ্যুতির ফলে রডের একটি কাত ইনস্টলেশন হতে পারে, যার ফলে উত্তাপের কার্যকারিতা এবং বিকর্ষণকারীর উদ্বায়ীকরণের কার্যকারিতা উভয়ই আপস করে। বৈদ্যুতিক মশা তাড়ানোর যন্ত্রের উপরের কভারে বিকর্ষণকারী ম্যাট ব্যবহার করে সাধারণত বায়ুচলাচল গর্তের একটি ঘন বিন্যাস থাকে- যা তাদের মিনিটের ব্যাস এবং অভিন্ন বন্টন দ্বারা চিহ্নিত করা হয়। এই ধরনের উপাদানগুলির জন্য ছাঁচ নকশা সংশ্লিষ্ট সরু কোর পিন তৈরির প্রয়োজন; একই সাথে, কোর পিনগুলিকে ফ্র্যাকচার বা সমাপ্ত পণ্যটিকে burrs প্রদর্শন করা থেকে রোধ করার জন্য মসৃণ ডিমোল্ডিং নিশ্চিত করার জন্য সাবধানতার সাথে বিবেচনা করা উচিত। তদুপরি, নির্দিষ্ট বৈদ্যুতিক মশা তাড়ানোর যন্ত্রের হাউজিংগুলি আন্তঃলক কাঠামোগুলিকে অন্তর্ভুক্ত করে - যেমন স্ন্যাপ-ফিট এবং স্লটগুলি - সমাবেশের সুবিধার্থে এবং উপরের এবং নীচের হাউজিং বিভাগগুলির সুরক্ষিত বেঁধে রাখা। এই জটিল বৈশিষ্ট্যগুলিকে সফলভাবে ঢালাই করার জন্য, ছাঁচের নকশায় অবশ্যই পার্শ্বীয় কোর-টানিং প্রক্রিয়া অন্তর্ভুক্ত করতে হবে; এই প্রয়োজনীয়তা বৈদ্যুতিক মশা তাড়ানোর যন্ত্রের জন্য ছাঁচের নকশা এবং উত্পাদনের প্রাথমিক চ্যালেঞ্জ এবং সমালোচনামূলক ফোকাল পয়েন্টগুলির মধ্যে একটি গঠন করে।
একই সাথে, এই পর্যায়ে বাজার গবেষণা এবং খরচ বিশ্লেষণের সমাপ্তি প্রয়োজন। প্রোডাক্টের প্রোজেক্টেড প্রোডাকশন ভলিউমের উপর ভিত্তি করে, উপযুক্ত ছাঁচ কনফিগারেশন-বিশেষ করে, একক-গহ্বর ছাঁচ বা মাল্টি-ক্যাভিটি ছাঁচ ব্যবহার করতে হবে কিনা তা নির্ধারণ করতে হবে। বড় আকারের উৎপাদনের জন্য, মাল্টি-ক্যাভিটি ছাঁচগুলি পছন্দের পছন্দ, কারণ তারা উল্লেখযোগ্যভাবে উত্পাদন দক্ষতা বাড়াতে পারে; বিপরীতভাবে, ছোট উৎপাদন ব্যাচের জন্য, একক-গহ্বর ছাঁচ ব্যবহার করা হয় ছাঁচ উত্পাদন খরচ কমানোর জন্য। তদ্ব্যতীত, ছাঁচ উত্পাদন প্রক্রিয়ার জন্য মূল মাইলফলক, প্রযুক্তিগত মান এবং গুণমানের বেঞ্চমার্কগুলিকে পদ্ধতিগতভাবে রূপরেখা করা অপরিহার্য। এটি একটি বিস্তৃত উত্পাদন সময়সূচী প্রণয়ন এবং প্রতিটি নির্দিষ্ট পর্যায়ের জন্য দায়ী ব্যক্তিদের স্পষ্টভাবে মনোনীত করে, যার ফলে ছাঁচ উত্পাদন একটি সুশৃঙ্খল এবং দক্ষ পদ্ধতিতে এগিয়ে যায় তা নিশ্চিত করে।
দ্বিতীয় পর্যায়: ছাঁচ নকশা পর্যায়. এটি ছাঁচ উত্পাদন প্রক্রিয়ার মূল পর্যায় গঠন করে, কারণ এটি সরাসরি কাঠামোগত অখণ্ডতা, মাত্রিক নির্ভুলতা এবং সমাপ্ত ছাঁচের উত্পাদন দক্ষতা নির্দেশ করে। প্রাথমিক পণ্য বিশ্লেষণ থেকে প্রাপ্ত ফলাফলের উপর অঙ্কন করে, নকশার কাজটি বিশেষায়িত ছাঁচ ডিজাইন সফ্টওয়্যার প্যাকেজ (যেমন UG, Pro/E, AutoCAD, ইত্যাদি) ব্যবহার করে সম্পাদিত হয়। এই প্রেক্ষাপটে, UG সফ্টওয়্যারের "মোল্ড উইজার্ড" মডিউলটি বৈদ্যুতিক মশা তাড়ানোর যন্ত্রের জন্য ছাঁচের নকশায় ব্যাপকভাবে ব্যবহার করা হয়, বিভাজন লাইনের নকশা এবং ছাঁচের গহ্বর এবং কোরগুলির মডেলিংয়ের মতো গুরুত্বপূর্ণ কাজগুলিকে কার্যকরভাবে সম্পাদন করতে সক্ষম করে৷ ছাঁচ নকশা প্রক্রিয়া কঠোরভাবে নির্দেশক নীতির একটি সেট মেনে চলতে হবে: "কাঠামোগত সুস্থতা, নির্ভুল মান আনুগত্য, মসৃণ demolding কার্যকারিতা, এবং রক্ষণাবেক্ষণ সহজ।" কার্যকরীভাবে, এই পর্যায়টি দুটি স্বতন্ত্র উপাদানে বিভক্ত: ছাঁচনির্মাণ প্রক্রিয়া নকশা এবং ছাঁচ কাঠামো নকশা। ছাঁচনির্মাণ প্রক্রিয়া নকশা ছাঁচ নকশা ভিত্তি হিসাবে কাজ করে; এর জন্য বৈদ্যুতিক মশা তাড়ানোর উপাদানগুলির উপাদান, গঠন এবং মাত্রার উপর ভিত্তি করে নির্দিষ্ট ছাঁচনির্মাণ প্রক্রিয়ার পরামিতি নির্ধারণ করা প্রয়োজন। উদাহরণস্বরূপ, ABS প্লাস্টিকের ছাঁচনির্মাণ তাপমাত্রা সাধারণত 180-220°C এর মধ্যে নিয়ন্ত্রণ করা হয়, একটি ইনজেকশন চাপ 80-120 MPa এবং একটি ছাঁচের তাপমাত্রা 50-60°C; যদি পণ্যটির জন্য উচ্চ পৃষ্ঠের গ্লস প্রয়োজন হয়, ছাঁচের তাপমাত্রা 60-80 ডিগ্রি সেলসিয়াসে বাড়ানো যেতে পারে। পিপি প্লাস্টিকের জন্য, ছাঁচনির্মাণ তাপমাত্রা 170-210 ডিগ্রি সেলসিয়াস, ইনজেকশন চাপ 70-100 MPa এবং ছাঁচের তাপমাত্রা 20-40 ডিগ্রি সেন্টিগ্রেডে নিয়ন্ত্রিত হয়। একই সাথে, উপাদানের সংকোচনের হার অবশ্যই বিশ্লেষণ করা উচিত: ABS প্লাস্টিক সাধারণত 0.5%–0.8% সংকোচনের হার প্রদর্শন করে, যেখানে PP প্লাস্টিকের হার 1.0%–2.0%। ছাঁচের গহ্বর ডিজাইন করার সময়, এই সঙ্কুচিত হারের উপর ভিত্তি করে উপযুক্ত ভাতাগুলি অবশ্যই অন্তর্ভুক্ত করা উচিত যাতে ছাঁচে তৈরি পণ্যের মাত্রাগুলি নকশার বৈশিষ্ট্যগুলি পূরণ করে। উপরন্তু, গেটিং সিস্টেমের জন্য একটি নকশা স্কিম স্থাপন করা আবশ্যক; যেহেতু বৈদ্যুতিক মশা নিরোধকগুলির উপাদানগুলি প্রধানত ছোট, পাতলা-প্রাচীরযুক্ত অংশ, গেটিং সিস্টেমের উচিত একটি সূক্ষ্ম-গেট নকশা ব্যবহার করা যাতে গেট চিহ্নগুলি পণ্যের নান্দনিক আবেদনের সাথে আপস না করে, একই সাথে মসৃণ গলিত প্রবাহ নিশ্চিত করে এবং ছাঁচনির্মাণের ত্রুটিগুলি এবং এই জাতীয় চিহ্নগুলিকে কম করে। বায়ুচলাচল ছিদ্র বা জটিল ছিদ্র বৈশিষ্ট্যযুক্ত উপাদানগুলির জন্য, ছাঁচনির্মাণ প্রক্রিয়ার সময় উত্পন্ন গ্যাসগুলিকে সময়মত নিষ্কাশনের সুবিধার্থে একটি ভাল-ইঞ্জিনযুক্ত ভেন্টিং সিস্টেম অপরিহার্য, যার ফলে বায়ু বুদবুদ এবং ছোট শটগুলির মতো ত্রুটিগুলি প্রতিরোধ করা যায়।
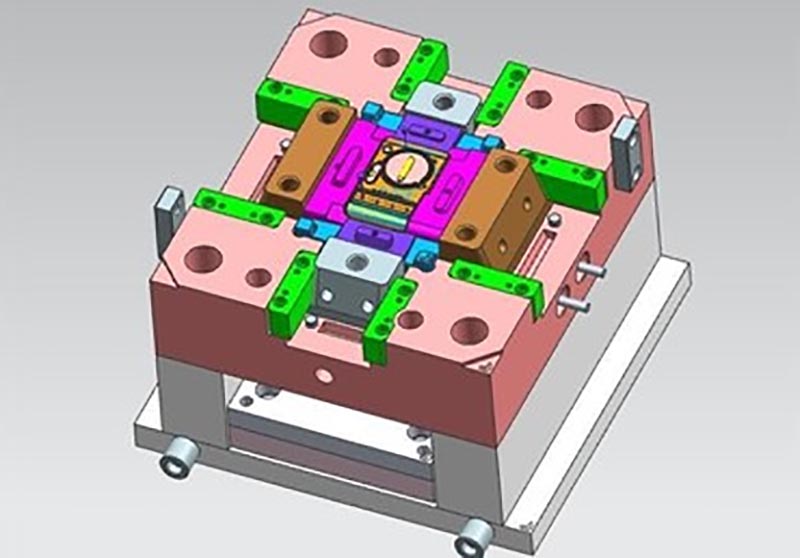
ছাঁচ গঠন নকশা নকশা পর্যায়ে মূল গঠন; এটি সামগ্রিক ছাঁচ কাঠামো নকশা সম্পূর্ণ করার জন্য পণ্যের কাঠামোগত কনফিগারেশনকে ছাঁচনির্মাণ প্রক্রিয়ার প্রয়োজনীয়তার সাথে একীভূত করে - গহ্বরের নকশা, কোর, ছাঁচের ভিত্তি, গাইডিং মেকানিজম, ইজেকশন মেকানিজম, সাইড-কোর পুলিং মেকানিজম, কুলিং সিস্টেম এবং অন্যান্য উপাদান অংশ। গহ্বর এবং কোর ছাঁচের প্রাথমিক গঠনের উপাদান হিসেবে কাজ করে; তাদের জ্যামিতিকে অবশ্যই বৈদ্যুতিক মশা তাড়ানোর উপাদানগুলির বাহ্যিক রূপের প্রতিলিপি করতে হবে। জড়িত অত্যন্ত উচ্চ নির্ভুলতা প্রয়োজনীয়তা দেওয়া, এই উপাদানগুলি পণ্যের 3D ডিজিটাল মডেলের উপর ভিত্তি করে নির্ভুলতার সাথে মডেল করা আবশ্যক। অধিকন্তু, এই উপাদানগুলির পৃষ্ঠের রুক্ষতা অবশ্যই Ra 0.12 μm বা সূক্ষ্ম মান অর্জন করতে হবে যাতে ফলস্বরূপ ঢালাই করা পণ্যটি একটি মসৃণ, বুর-মুক্ত পৃষ্ঠের ফিনিস ধারণ করে। একটি ছাঁচের ভিত্তিগত কাঠামো হিসাবে, ছাঁচের ভিত্তিটি অবশ্যই পর্যাপ্ত শক্তি এবং চমৎকার অনমনীয়তা ধারণ করতে নির্বাচন করতে হবে; ছাঁচ ঘাঁটি জন্য সর্বাধিক ব্যবহৃত উপাদান 45 ইস্পাত. প্রশমিত এবং টেম্পারিং চিকিত্সার মধ্য দিয়ে যাওয়ার পরে, এর কঠোরতা এবং পরিধান প্রতিরোধ ক্ষমতা বাড়ানো হয়, যার ফলে দীর্ঘায়িত ব্যবহারের সময় ছাঁচটি বিকৃতি থেকে মুক্ত থাকে তা নিশ্চিত করে।
গাইডিং মেকানিজম যখন ছাঁচ বন্ধ হয়ে যায় তখন সুনির্দিষ্ট সারিবদ্ধতা নিশ্চিত করতে কাজ করে, উপরের এবং নিম্ন ছাঁচের অর্ধেকের মধ্যে ভুল-বিন্যস্ততা প্রতিরোধ করে যার ফলে পণ্য প্রত্যাখ্যান হতে পারে। সাধারণত, এটি গাইড পিলার এবং গাইড বুশিংয়ের সংমিশ্রণের মাধ্যমে অর্জন করা হয়; স্তম্ভ এবং বুশিংয়ের মধ্যে ক্লিয়ারেন্স অবশ্যই 0.01-0.03 মিমি পরিসরের মধ্যে কঠোরভাবে নিয়ন্ত্রণ করতে হবে। উপরন্তু, অবস্থান নির্ভুলতা আরও উন্নত করতে লোকেটিং পিনগুলি অবশ্যই অন্তর্ভুক্ত করতে হবে। ইজেকশন মেকানিজম পণ্যটি তৈরি হয়ে গেলে সেটিকে ধ্বংস করার জন্য দায়ী। পণ্যের নির্দিষ্ট কাঠামোগত বৈশিষ্ট্যের উপর ভিত্তি করে উপযুক্ত ইজেকশন পদ্ধতি নির্বাচন করা আবশ্যক। বৈদ্যুতিক মশা তাড়ানোর জন্য, পিন ইজেকশন প্রায়শই নিযুক্ত করা হয়; ক্রিটিক্যাল কার্যকরী এলাকা এবং পণ্যের দৃশ্যমান বাহ্যিক সারফেস এড়াতে ইজেক্টর পিনের বসানো অবশ্যই সাবধানে স্থাপন করতে হবে, যার ফলে কদর্য ইজেকশন চিহ্নের উপস্থিতি রোধ হবে। আরও জটিল জ্যামিতি বৈশিষ্ট্যযুক্ত উপাদানগুলির জন্য, পণ্যের ক্ষতি না করে মসৃণ ভাঙা নিশ্চিত করতে স্ট্রিপার প্লেট ইজেকশন বা কোণযুক্ত পিন ইজেকশনের মতো পদ্ধতিগুলি ব্যবহার করা যেতে পারে।
বৈদ্যুতিক মশা তাড়ানোর জন্য ছাঁচের নকশায় পার্শ্বীয় কোর-টানিং প্রক্রিয়া একটি গুরুত্বপূর্ণ কেন্দ্রবিন্দু গঠন করে। এর প্রাথমিক কাজ হল প্রোডাক্টের পাশ্বর্ীয় বৈশিষ্ট্য তৈরি করা—যেমন স্ন্যাপ-ফিট ট্যাব, স্লট এবং সাইড হোল—যার উদাহরণগুলির মধ্যে রয়েছে নীচের হাউজিংয়ের পাওয়ার কর্ডের পাশের অ্যাপারচার এবং বাইরের কেসিংয়ের বিভিন্ন স্ন্যাপ-ফিট ট্যাব। একটি সাধারণভাবে গৃহীত পদ্ধতি হল কৌণিক গাইড পিন কোর-টান প্রক্রিয়া। মসৃণ কোর রিট্র্যাকশন এবং হোম পজিশনে সঠিক প্রত্যাবর্তন উভয়ই নিশ্চিত করতে এর ডিজাইনের জন্য কোণীয় গাইড পিনের প্রবণতা কোণ, দৈর্ঘ্য এবং স্ট্রোকের দূরত্ব সম্পর্কিত সুনির্দিষ্ট গণনার প্রয়োজন। তদ্ব্যতীত, ছাঁচ বন্ধ করার সময় পার্শ্বীয় কোরগুলির কোনও অসাবধানতাবশত স্থানান্তর রোধ করার জন্য একটি লকিং প্রক্রিয়া অন্তর্ভুক্ত করা আবশ্যক, যা অন্যথায় চূড়ান্ত পণ্যের মাত্রিক নির্ভুলতার সাথে আপস করতে পারে। কুলিং সিস্টেমটি ছাঁচের তাপমাত্রা নিয়ন্ত্রণ করার জন্য ডিজাইন করা হয়েছে, একই সাথে পণ্যের সংকোচন এবং বিকৃতি হ্রাস করার সাথে সাথে উত্পাদন দক্ষতা বাড়ানোর জন্য গলিত উপাদানের দ্রুত শীতলকরণ এবং দৃঢ়করণের সুবিধা দেয়। কুলিং চ্যানেলগুলিকে অবশ্যই ছাঁচের গহ্বর এবং কোর উভয়ের কনট্যুরগুলিকে ঘনিষ্ঠভাবে অনুসরণ করতে হবে, একটি অভিন্ন বিতরণ নিশ্চিত করে যা ছাঁচের সমস্ত অংশে একটি সামঞ্জস্যপূর্ণ তাপমাত্রা বজায় রাখে। যেসব উপাদানের জন্য উচ্চ মাত্রার বায়ুরোধীতা প্রয়োজন—যেমন তরল প্রতিরোধী বোতল—কুলিং সিস্টেমের নকশাটি পণ্যের বিকৃতি বা বিকৃতি থেকে অসম কুলিং প্রতিরোধ করার জন্য আরও বেশি নির্ভুলতার দাবি করে। নকশা পর্যায় সমাপ্তির পরে, ছাঁচ নকশা পরিকল্পনা একটি ব্যাপক পর্যালোচনার মধ্য দিয়ে যেতে হবে। এর মধ্যে CAE ছাঁচ প্রবাহ বিশ্লেষণ প্রযুক্তি ব্যবহার করা জড়িত যাতে গলে যাওয়া, শীতলকরণ এবং সংকোচনের সম্পূর্ণ প্রক্রিয়াটি অনুকরণ করা যায়। ছাঁচনির্মাণ প্রক্রিয়ার সময় উদ্ভূত সম্ভাব্য ত্রুটিগুলির ভবিষ্যদ্বাণী করে - যেমন ওয়েল্ড লাইন, সিঙ্কের চিহ্ন এবং ওয়ার্পিং - বিশ্লেষণের ফলাফলের উপর ভিত্তি করে ছাঁচের গঠন এবং প্রক্রিয়া পরামিতিগুলি অপ্টিমাইজ করা যেতে পারে, যার ফলে ছাঁচের পরীক্ষার সংখ্যা হ্রাস করে এবং ছাঁচ উত্পাদন খরচ কমিয়ে দেয়। একইসাথে, বিস্তারিত ছাঁচ সমাবেশ অঙ্কন এবং উপাদান মেশিনিং অঙ্কন অবশ্যই খসড়া তৈরি করতে হবে, প্রতিটি পৃথক অংশের জন্য পরিমাপ, সহনশীলতা, উপকরণ এবং যন্ত্রের প্রয়োজনীয়তাগুলি স্পষ্টভাবে উল্লেখ করে পরবর্তী উত্পাদন এবং সমাবেশ ক্রিয়াকলাপের জন্য একটি নির্দিষ্ট ভিত্তি প্রদান করতে।
পর্যায় III: ছাঁচ উপাদান প্রস্তুতি এবং প্রাক চিকিত্সা. ছাঁচের উপকরণ নির্বাচন এবং প্রাক-চিকিত্সা সরাসরি ছাঁচের কঠোরতা, পরিধান প্রতিরোধের, পরিষেবা জীবন এবং যন্ত্রের নির্ভুলতাকে প্রভাবিত করে। অতএব, বৈদ্যুতিক মশা তাড়ানোর ছাঁচের নির্দিষ্ট অপারেশনাল প্রয়োজনীয়তা এবং মেশিনিং জটিলতার উপর ভিত্তি করে, উপযুক্ত উপকরণ নির্বাচন করতে হবে এবং কঠোর প্রাক-চিকিত্সা করা উচিত। মূল ছাঁচের উপাদানগুলি—যেমন গহ্বর, কোর, কৌণিক গাইড পিন এবং ইজেক্টর পিনগুলির জন্য উচ্চ-শক্তি, উচ্চ-পরিধান-প্রতিরোধী ছাঁচের স্টিলের ব্যবহার প্রয়োজন। সাধারণত ব্যবহৃত বিকল্পগুলির মধ্যে রয়েছে পূর্ব-কঠিন স্টিল যেমন P20, 718H, এবং NAK80। এর মধ্যে, P20 ইস্পাত চমৎকার যন্ত্রযোগ্যতা এবং ব্যাপক যান্ত্রিক বৈশিষ্ট্য প্রদান করে, HRC 30-36 এর কঠোরতায় পৌঁছায়; এটা মান নির্ভুলতা প্রয়োজন বৈদ্যুতিক মশা তাড়াক molds জন্য উপযুক্ত. 718H ইস্পাত উচ্চতর কঠোরতা (HRC 38-42) ধারণ করে, উচ্চতর পরিধান প্রতিরোধ ক্ষমতা এবং শক্ততা সহ, এটি উচ্চ-ভলিউম উত্পাদনের জন্য বা কঠোর নির্ভুলতার প্রয়োজনীয়তার জন্য অভিপ্রেত ছাঁচগুলির জন্য আদর্শ করে তোলে। NAK80 ইস্পাত একটি প্রাক-কঠিন, পলিশযোগ্য ইস্পাত যা পরবর্তী পলিশিং ট্রিটমেন্টের প্রয়োজন ছাড়াই উচ্চ পৃষ্ঠের ফিনিস অর্জন করতে সক্ষম; এটি ছাঁচের জন্য সবচেয়ে উপযুক্ত যেখানে চূড়ান্ত পণ্যের নান্দনিক গুণমান একটি গুরুত্বপূর্ণ প্রয়োজন। সহায়ক উপাদানগুলি - যেমন ছাঁচের বেস, গাইড পিলার এবং গাইড বুশিংগুলি - 45# ইস্পাত বা 40Cr ইস্পাত ব্যবহার করে তৈরি করা যেতে পারে, যা তাদের শক্তি এবং দৃঢ়তা বাড়ানোর জন্য নিভিয়ে এবং টেম্পারিং চিকিত্সার মধ্য দিয়ে যায়।
উপাদান প্রস্তুতি সম্পন্ন হলে, প্রাক-চিকিত্সা পর্যায় শুরু হয়, প্রাথমিকভাবে ফোরজিং, অ্যানিলিং, এবং নিভিয়ে ফেলা এবং টেম্পারিংয়ের মতো প্রক্রিয়াগুলি জড়িত। ফোরজিংয়ের উদ্দেশ্য হল উপাদানের অভ্যন্তরীণ মাইক্রোস্ট্রাকচারকে পরিমার্জিত করা, ছিদ্রতা এবং শিথিলতার মতো ত্রুটিগুলি দূর করা এবং উপাদানের ঘনত্ব এবং শক্ততা বৃদ্ধি করা, যার ফলে পরবর্তী মেশিনিং বা অপারেশনাল ব্যবহারের সময় ছাঁচের উপাদানগুলি ভেঙে না যায় তা নিশ্চিত করা। অ্যানিলিংয়ের উদ্দেশ্য হ'ল উপাদানের কঠোরতা হ্রাস করা, মেশিনের উন্নতি করা এবং প্রক্রিয়াকরণের সময় সরঞ্জামের পরিধানকে হ্রাস করা, একই সাথে পরবর্তী মেশিনিং এবং তাপ চিকিত্সার পর্যায়ে বিকৃতি রোধ করার জন্য অভ্যন্তরীণ চাপ থেকে মুক্তি দেওয়া। ছাঁচের স্টিলের জন্য, স্পেরয়েডাইজিং অ্যানিলিং সাধারণত নিযুক্ত করা হয়; উপাদানটি 750-780 ডিগ্রি সেলসিয়াসে উত্তপ্ত হয়, একটি নির্দিষ্ট সময়ের জন্য এই তাপমাত্রায় রাখা হয় এবং তারপর ধীরে ধীরে ঠান্ডা হয়। এই প্রক্রিয়াটি অভ্যন্তরীণ মাইক্রোস্ট্রাকচারকে স্পেরোইডাইজড পার্লাইটে রূপান্তরিত করে, HB 200-220-এ কঠোরতা হ্রাস করে এবং এর ফলে পরবর্তী কাটিং অপারেশনগুলিকে সহজতর করে। নিভে যাওয়া এবং টেম্পারিং - একটি তাপ চিকিত্সা প্রক্রিয়া যা প্রাথমিকভাবে ছাঁচের ভিত্তি এবং সহায়ক উপাদানগুলিতে প্রয়োগ করা হয় - উপাদানটিকে 850-880 ডিগ্রি সেলসিয়াসে গরম করা, নিভানোর আগে এটিকে এই তাপমাত্রায় ধরে রাখা এবং তারপরে টেম্পারিংয়ের জন্য এটিকে 550-600 ডিগ্রি সেন্টিগ্রেডে পুনরায় গরম করা জড়িত। এই প্রক্রিয়াটি HRC 28-32 এর সীমার মধ্যে কঠোরতা নিয়ন্ত্রিত সহ উপাদানটিকে চমৎকার শক্তি এবং দৃঢ়তা প্রদান করে, যার ফলে ছাঁচের ভিত্তির দৃঢ়তা এবং স্থায়িত্ব নিশ্চিত হয়।
প্রিট্রিটমেন্ট পর্বের সমাপ্তির পরে, উপাদানটিকে অবশ্যই মাত্রিক পরিদর্শন এবং পৃষ্ঠের গুণমান মূল্যায়নের মধ্য দিয়ে যেতে হবে যাতে নিশ্চিত করা যায় যে এর মাত্রাগুলি প্রক্রিয়াকরণের বৈশিষ্ট্যগুলি পূরণ করে এবং এর পৃষ্ঠটি ফাটল, স্ক্র্যাচ বা স্কেলের মতো ত্রুটিগুলি থেকে মুক্ত। পরবর্তী প্রক্রিয়াকরণ পর্যায়ের গুণমানের উপর কোন প্রতিকূল প্রভাব এড়াতে যেকোন নন-কনফর্মিং উপকরণ অবিলম্বে প্রতিস্থাপন করতে হবে।
পর্যায় 4: ছাঁচের উপাদানগুলির যথার্থ যন্ত্র। এটি একটি গুরুত্বপূর্ণ পর্যায় গঠন করে যেখানে নকশার ব্লুপ্রিন্টটি বাস্তব শারীরিক উপাদানগুলিতে অনুবাদ করা হয়। প্রতিটি ছাঁচ উপাদানের নির্দিষ্ট প্রক্রিয়াকরণের প্রয়োজনীয়তার উপর ভিত্তি করে, উপযুক্ত মেশিনিং সরঞ্জাম এবং কৌশলগুলি অবশ্যই নির্বাচন করতে হবে, যন্ত্রের নির্ভুলতা এবং পৃষ্ঠের গুণমান নিশ্চিত করতে কঠোর নিয়ন্ত্রণ প্রয়োগ করতে হবে। বৈদ্যুতিক মশা তাড়ানোর ছাঁচের উপাদানগুলি উচ্চ যন্ত্রের নির্ভুলতার দাবি করে এবং জটিল প্রক্রিয়াকরণের ক্রম জড়িত, প্রাথমিকভাবে রুক্ষ মেশিনিং, আধা-সমাপ্তি, সমাপ্তি এবং পৃষ্ঠের চিকিত্সার পর্যায়গুলি অন্তর্ভুক্ত করে। এই অপারেশনগুলির জন্য সাধারণত ব্যবহৃত সরঞ্জামগুলির মধ্যে রয়েছে CNC মিলিং মেশিন, CNC লেদ, বৈদ্যুতিক ডিসচার্জ মেশিনিং (EDM) মেশিন, ওয়্যার ইলেক্ট্রিক্যাল ডিসচার্জ মেশিনিং (WEDM) মেশিন, গ্রাইন্ডিং মেশিন এবং পলিশিং মেশিন।
রুক্ষ মেশিনিং পর্বের প্রাথমিক উদ্দেশ্য হল অতিরিক্ত উপাদান অপসারণ করা এবং উপাদানটির প্রাথমিক কনট্যুর স্থাপন করা, যার ফলে পরবর্তী সমাপ্তি ক্রিয়াকলাপগুলির ভিত্তি স্থাপন করা। রাফ মেশিনিং সাধারণত সিএনসি মিলিং মেশিন বা প্রচলিত মিলিং মেশিন ব্যবহার করে সঞ্চালিত হয়। এই প্রক্রিয়া চলাকালীন, 0.3-0.5 মিমি একটি সমাপ্তি ভাতা সংরক্ষিত করা আবশ্যক; অধিকন্তু, অত্যধিক যন্ত্র-প্ররোচিত চাপের কারণে উপাদানের বিকৃতি রোধ করতে যন্ত্রের গতি এবং ফিডের হার অবশ্যই সাবধানে নিয়ন্ত্রণ করতে হবে। জটিল জ্যামিতি সমন্বিত উপাদানগুলির জন্য - যেমন ছাঁচের গহ্বর এবং কোরগুলি - একটি বার্ধক্য চিকিত্সা অভ্যন্তরীণ চাপ উপশম করার জন্য রুক্ষ মেশিনিং অনুসরণ করে সঞ্চালিত হয় এবং পরবর্তী সমাপ্তি পর্যায়ে বিকৃতির সম্ভাবনাকে আরও কমিয়ে দেয়। সেমি-ফিনিশিং স্টেজে প্রাথমিকভাবে উপাদানগুলির কনট্যুরগুলিকে পরিমার্জন করা এবং রুক্ষ মেশিনিংয়ের সময় উত্পন্ন ত্রুটিগুলি সংশোধন করা জড়িত, যার ফলে অংশগুলির মাত্রা এবং জ্যামিতি ডিজাইনের বৈশিষ্ট্যের কাছাকাছি নিয়ে আসে। সেমি-ফিনিশিং অপারেশনগুলি সাধারণত সিএনসি মিলিং মেশিন এবং সিএনসি ল্যাথের মতো সরঞ্জাম ব্যবহার করে, ±0.05 মিমি এর মধ্যে একটি মেশিনিং সহনশীলতা বজায় রাখে। একইসাথে, উপাদানগুলির সমালোচনামূলক অঞ্চলগুলি মেশিনিং burrs অপসারণ করার জন্য প্রাথমিক ডিবারিংয়ের মধ্য দিয়ে যায়। জটিল বাঁকা পৃষ্ঠ বা জটিল মাইক্রো-স্ট্রাকচারের বৈশিষ্ট্যযুক্ত উপাদানগুলির জন্য-যেমন একটি বৈদ্যুতিক মশা তাড়ানোর যন্ত্রের উপরের কভারে ভেন্ট কোর পিন, বা পার্শ্ব-কোর টানানোর প্রক্রিয়ার মধ্যে কোণীয় গাইড পিলারগুলি-সেমি-ফিনিশিং স্টেজে উচ্চ-নির্ভুলতা সিএনসি মেশিনের বৈশিষ্ট্যগুলি নিশ্চিত করার জন্য উচ্চ-নির্ভুলতা ব্যবহার করা প্রয়োজন।
সমাপ্তি পর্যায় ছাঁচ নির্ভুলতা গ্যারান্টি জন্য প্রধান পর্যায় গঠন করে; এটি উচ্চ-নির্ভুল মেশিনিং সরঞ্জাম স্থাপন এবং যন্ত্রের নির্ভুলতা এবং পৃষ্ঠের গুণমান উভয়ের উপর কঠোর নিয়ন্ত্রণের দাবি করে। ছাঁচের গহ্বর এবং কোরের মতো মূল উপাদানগুলির জন্য, ফিনিশিং অপারেশনগুলিতে 5-অক্ষের একযোগে CNC মিলিং মেশিন, বৈদ্যুতিক ডিসচার্জ মেশিনিং (EDM) মেশিন এবং ওয়্যার-কাট EDM মেশিন সহ সরঞ্জাম নিয়োগ করা যেতে পারে। এর মধ্যে, 5-অক্ষের যুগপত CNC মিলিং মেশিনগুলি জটিল বাঁকা পৃষ্ঠগুলির উচ্চ-নির্ভুলতা মেশিনিং সক্ষম করে, যা ±0.005 মিমি পর্যন্ত মেশিনিং সহনশীলতা এবং Ra 0.08 μm পৃষ্ঠের রুক্ষতা অর্জন করে। EDM মেশিনগুলি প্রাথমিকভাবে মেশিনের জটিল কাঠামো এবং গহ্বর এবং কোরের মধ্যে জটিল বৈশিষ্ট্যগুলিতে ব্যবহৃত হয়; একটি ইলেক্ট্রোড এবং ওয়ার্কপিসের মধ্যে স্পার্ক ডিসচার্জ ব্যবহার করে ধাতব উপাদান ক্ষয় করে, তারা ±0.002 মিমি পর্যন্ত মেশিনিং সহনশীলতা অর্জন করে এবং উচ্চ-কঠোরতা ছাঁচের স্টিলগুলি প্রক্রিয়া করতে সক্ষম। ওয়্যার-কাট ইডিএম মেশিনগুলি প্রধানত মেশিনের উপাদানগুলিতে ব্যবহৃত হয় যেমন ছাঁচ সন্নিবেশ এবং কৌণিক গাইড পিলার, উভয় রৈখিক এবং বাঁকা প্রোফাইলের উচ্চ-নির্ভুলতা মেশিনিং সক্ষম করে; বিশেষভাবে, স্লো-ফিড ওয়্যার-কাট EDM ±0.001 মিমি পর্যন্ত মেশিনিং সহনশীলতা এবং Ra 0.05 μm পৃষ্ঠের রুক্ষতা অর্জন করতে পারে।
সমাপ্তির পর্যায় সমাপ্ত হওয়ার পরে, উপাদানগুলি পৃষ্ঠের চিকিত্সা প্রক্রিয়ার মধ্য দিয়ে যায়, প্রাথমিকভাবে পলিশিং এবং নাইট্রাইডিং সহ। মসৃণকরণের উদ্দেশ্য হল উপাদানগুলির পৃষ্ঠের ফিনিস উন্নত করা, যার ফলে ঢালাই করা পণ্যগুলি মসৃণ, স্ক্র্যাচ-মুক্ত পৃষ্ঠের অধিকারী হয় তা নিশ্চিত করা। মসৃণকরণ প্রক্রিয়ার জন্য ক্রমবর্ধমান সূক্ষ্ম পলিশিং সরঞ্জামগুলির প্রগতিশীল ব্যবহার প্রয়োজন - রুক্ষ পলিশিং থেকে শুরু করে সূক্ষ্ম পলিশিং পর্যন্ত - যতক্ষণ না ছাঁচের গহ্বর এবং কোরের পৃষ্ঠের রুক্ষতা Ra 0.12 μm বা তার চেয়ে ভাল মানতে পৌঁছায়। তরল ওষুধের বোতলের মতো উচ্চ মাত্রার সিলিং অখণ্ডতা প্রয়োজন এমন উপাদানগুলির জন্য- পৃষ্ঠের রুক্ষতা অবশ্যই Ra 0.08 μm বা তার চেয়েও বেশি কঠোর মান পূরণ করতে হবে। নাইট্রিডিং ট্রিটমেন্ট প্রাথমিকভাবে পৃষ্ঠের কঠোরতা বাড়ানো এবং ছাঁচের উপাদানগুলির পরিধান প্রতিরোধের জন্য নিযুক্ত করা হয়, যার ফলে ছাঁচের পরিষেবা জীবন বাড়ানো হয়। সাধারণত, একটি গ্যাস নাইট্রাইডিং প্রক্রিয়া ব্যবহার করা হয়: উপাদানগুলি একটি নাইট্রাইডিং চুল্লিতে স্থাপন করা হয় যেখানে, 500-550°C তাপমাত্রায়, অ্যামোনিয়া গ্যাস প্রবর্তিত হয়। এর ফলে নাইট্রোজেন পরমাণু উপাদান পৃষ্ঠের মধ্যে ছড়িয়ে পড়ে, একটি শক্ত নাইট্রাইডেড স্তর তৈরি করে যার পৃষ্ঠের কঠোরতা HV850 ছাড়িয়ে যায়। গুরুত্বপূর্ণভাবে, এই প্রক্রিয়াটি উপাদানগুলির অভ্যন্তরীণ দৃঢ়তার সাথে আপস করে না, যার ফলে অপারেশন চলাকালীন পরিধান এবং বিকৃতি প্রতিরোধ করে।
উত্পাদন প্রক্রিয়া জুড়ে, প্রতিটি উপাদান কঠোর মানের পরিদর্শনের মধ্য দিয়ে যায়। পরিদর্শন সরঞ্জাম - যেমন ক্যালিপার, মাইক্রোমিটার, ডায়াল ইন্ডিকেটর, এবং সমন্বয় পরিমাপ মেশিন (সিএমএম) - মাত্রা, সহনশীলতা, পৃষ্ঠের রুক্ষতা এবং অন্যান্য পরামিতিগুলি যাচাই করতে ব্যবহৃত হয়, ডিজাইনের বৈশিষ্ট্যগুলির সাথে কঠোরভাবে সম্মতি নিশ্চিত করে৷ নন-কনফর্মিং উপাদানগুলিকে পরবর্তী সমাবেশ পর্যায়ে যেতে বাধা দেওয়ার জন্য পুনরায় কাজ করা হয় বা স্ক্র্যাপ করা হয়।
পর্যায় 5: ছাঁচ সমাবেশ। মোল্ড অ্যাসেম্বলি হল ডিজাইন স্পেসিফিকেশন অনুযায়ী বিভিন্ন সমাপ্ত উপাদানকে একটি সম্পূর্ণ ছাঁচে একীভূত করার প্রক্রিয়া। সমাবেশ নির্ভুলতা সরাসরি ছাঁচের সমাপ্তি নির্ভুলতা, ইজেকশন মসৃণতা এবং সামগ্রিক উত্পাদন দক্ষতাকে প্রভাবিত করে। ফলস্বরূপ, সমাবেশ প্রক্রিয়া "প্রথমে ডেটাম বৈশিষ্ট্যগুলি ইনস্টল করার নীতিগুলি মেনে চলে, তারপরে বিশদগুলি অনুসরণ করে; এবং প্রথমে অভ্যন্তরীণ উপাদানগুলি ইনস্টল করার পরে, বাহ্যিকগুলি অনুসরণ করে।" এটি সমাবেশের মানের উপর কঠোর নিয়ন্ত্রণ বজায় রাখার জন্য বিশেষ সমাবেশ সরঞ্জাম এবং কৌশলগুলি ব্যবহার করে।
সমাবেশের আগে, সমস্ত উপাদানগুলি পৃষ্ঠের দূষিত পদার্থগুলি - যেমন তেলের দাগ, ধাতব চিপস এবং ধূলিকণাগুলি অপসারণের জন্য একটি পুঙ্খানুপুঙ্খ পরিস্কার প্রক্রিয়ার মধ্য দিয়ে যায় - যা অন্যথায় সমাবেশের নির্ভুলতা এবং ছাঁচের পরিষেবা জীবনকে আপস করতে পারে। একযোগে, প্রতিটি উপাদানের মাত্রা এবং পৃষ্ঠের গুণমান পরিদর্শন করা হয় যাতে তারা সমাবেশ শুরু হওয়ার আগে নির্দিষ্টকরণগুলি পূরণ করে। সমাবেশের প্রাথমিক ধাপে ছাঁচ বেস ইনস্টল করা জড়িত; এটি উপরের এবং নীচের ছাঁচের প্লেট, গাইড পিলার এবং গাইড বুশিংয়ের মতো একত্রিত উপাদানগুলিকে অন্তর্ভুক্ত করে। গাইড পিলার এবং বুশিংয়ের মধ্যে ক্লিয়ারেন্সটি মসৃণ, স্নাগ-মুক্ত ছাঁচ বন্ধ এবং সুনির্দিষ্ট প্রান্তিককরণ নিশ্চিত করার জন্য সাবধানে সমন্বয় করা হয়েছে। গাইড পিলার এবং বুশিংগুলির ইনস্টলেশন সাধারণত একটি নিরাপদ সংযোগ নিশ্চিত করতে একটি হস্তক্ষেপ ফিট ব্যবহার করে এবং মসৃণ অপারেশনের সুবিধার্থে তাদের মিলন পৃষ্ঠে একটি লুব্রিকেন্ট প্রয়োগ করা হয়।
... পরিধান কমাতে তেল.
পরবর্তী, গহ্বর এবং কোর ইনস্টল করা হয়। মেশিনযুক্ত গহ্বর এবং কোরটি হয় বোল্টযুক্ত সংযোগ বা প্রেস-ফিট ব্যবহার করে ছাঁচের বেসে সুরক্ষিত থাকে, একটি দৃঢ়, দোলা-মুক্ত সংযুক্তি নিশ্চিত করে। গহ্বর এবং কোর ইনস্টলেশন কঠোরভাবে নকশা নির্দিষ্টকরণ মেনে চলতে হবে; ছাঁচ বন্ধ করার সময় সুনির্দিষ্ট মিলন নিশ্চিত করার জন্য তাদের সমন্বিততা এবং সমতলতা অবশ্যই সামঞ্জস্য করতে হবে, যার ফলে পণ্যগুলি স্ক্র্যাপ করা হতে পারে এমন বিভ্রান্তি রোধ করবে। ইনস্টলেশন সমাপ্তির পরে, গহ্বর এবং কোর মধ্যে মিলন ক্লিয়ারেন্স পরিদর্শন করা আবশ্যক। এই ক্লিয়ারেন্সটি 0.01-0.03 মিমি পরিসরের মধ্যে বজায় রাখা উচিত যাতে উপাদানগুলির ক্ষতি হতে পারে এমন অত্যধিক সংকোচন এড়াতে গলিত উপাদানের ফুটো প্রতিরোধ করা উচিত।
পরবর্তীকালে, অক্জিলিয়ারী মেকানিজম- যেমন ইজেকশন সিস্টেম, সাইড-কোর টান মেকানিজম, কুলিং সিস্টেম এবং গেটিং সিস্টেম- ইনস্টল করা হয়। ইজেকশন সিস্টেমের জন্য, ইজেক্টর পিনের অবস্থান এবং উচ্চতা অবশ্যই সামঞ্জস্য করতে হবে যাতে তারা পণ্যটিকে মসৃণভাবে বের করে দেয় এবং ইজেকশনের পরে সঠিকভাবে তাদের বাড়ির অবস্থানে ফিরে আসে। ইজেক্টর পিন এবং তাদের সংশ্লিষ্ট গর্তের মধ্যে ক্লিয়ারেন্স অবশ্যই 0.01-0.02 মিমি এর মধ্যে নিয়ন্ত্রণ করতে হবে যাতে উপাদান ফুটো না হয়। সাইড-কোর টানানোর প্রক্রিয়ার জন্য, কোণীয় গাইড পিনের প্রবণতা কোণ এবং কোর-টান স্ট্রোককে মসৃণ নিষ্কাশন এবং সঠিক রিটার্ন নিশ্চিত করতে সমন্বয় করতে হবে; ছাঁচ বন্ধ করার সময় সাইড কোর নাড়াচাড়া থেকে রোধ করতে লকিং মেকানিজমকে নিরাপদে বেঁধে রাখতে হবে। কুলিং সিস্টেমের জন্য, সমস্ত পাইপলাইন সংযোগ অবশ্যই সুরক্ষিত এবং লিক-মুক্ত হতে হবে এবং অভিন্ন শীতল দক্ষতা নিশ্চিত করতে পাইপলাইন এবং গহ্বর/কোরের মধ্যে যোগাযোগ অবশ্যই অপ্টিমাইজ করা উচিত। গেটিং সিস্টেমের জন্য, গলিত উপাদানের মসৃণ ভরাট এবং গেট এবং গহ্বরের মধ্যে একটি বিরামবিহীন স্থানান্তর নিশ্চিত করার জন্য গেটের অবস্থান এবং মাত্রাগুলিকে অবশ্যই সামঞ্জস্য করতে হবে, যার ফলে গেটের চিহ্নগুলি হ্রাস পাবে।
সমাবেশ সম্পূর্ণ হলে, একটি ব্যাপক ডিবাগিং প্রক্রিয়া প্রয়োজন। ছাঁচটি ম্যানুয়ালি খোলা এবং বন্ধ করা হয় এর ক্লোজিং নির্ভুলতা, ইজেকশন মসৃণতা এবং সমস্ত মেকানিজমের সিঙ্ক্রোনাইজড অপারেশন যাচাই করার জন্য, ছাঁচটি সঠিকভাবে কাজ করে কিনা তা নিশ্চিত করে। একই সাথে, ছাঁচের সিলিং অখণ্ডতা অবশ্যই চাপ পরীক্ষার মাধ্যমে যাচাই করা উচিত যাতে নিশ্চিত করা যায় যে কুলিং এবং গেটিং সিস্টেমগুলি ফুটো থেকে মুক্ত। এই প্রক্রিয়া চলাকালীন চিহ্নিত যেকোন সমস্যা অবশ্যই সামঞ্জস্য বা পুনঃওয়ার্কের মাধ্যমে অবিলম্বে সমাধান করতে হবে যতক্ষণ না ছাঁচ সমাবেশ সমস্ত মানের মান পূরণ করে। ফেজ 6: মোল্ড ট্রায়াল এবং ডিবাগিং। ছাঁচের গুণমান এবং কর্মক্ষমতা যাচাই করার জন্য এটি একটি গুরুত্বপূর্ণ পর্যায় গঠন করে। এই পর্যায়ে, নমুনা অংশ ট্রায়াল রান মাধ্যমে উত্পাদিত হয়; এই নমুনাগুলি তারপরে বিভিন্ন মেট্রিক্সের জন্য পরিদর্শন করা হয় - মাত্রা, চেহারা এবং কার্যকারিতা সহ। ছাঁচের পরীক্ষার ফলাফলের উপর ভিত্তি করে, ছাঁচের সাথে সাথে প্রক্রিয়ার পরামিতিগুলির সাথে সামঞ্জস্য করা হয়, যার ফলে নিশ্চিত করা হয় যে ছাঁচটি সঙ্গতিপূর্ণ পণ্য উত্পাদন করতে সক্ষম। ছাঁচের পরীক্ষাগুলি অবশ্যই ডেডিকেটেড ইনজেকশন ছাঁচনির্মাণ মেশিন বা ডাই-কাস্টিং মেশিনে পরিচালনা করতে হবে, সরঞ্জামের পরামিতিগুলির সাথে-যেমন ইনজেকশন চাপ, ইনজেকশনের গতি, ছাঁচের তাপমাত্রা, ছাঁচের তাপমাত্রা এবং শীতল করার সময়-প্রাথমিক নকশা পর্যায়ে প্রতিষ্ঠিত ছাঁচনির্মাণ প্রক্রিয়ার পরামিতিগুলির সাথে কঠোরভাবে কনফিগার করা।
|
পণ্যের নাম |
ট্রেডমিল ছাঁচনির্মাণ |
|
প্লিজ প্রদান করুন |
2D, 3D, নমুনা, বা এর আকার বহু-কোণ ছবি |
|
ছাঁচ সময় |
20-35 দিন |
|
পণ্য সময় |
7-15 দিন |
|
ছাঁচ নির্ভুলতা |
+/-0.01 মিমি |
|
ছাঁচ জীবন |
50-100 মিলিয়ন শট |
|
উত্পাদন প্রক্রিয়া |
অডিট অঙ্কন - ছাঁচ প্রবাহ বিশ্লেষণ - নকশা যাচাইকরণ - কাস্টম উপকরণ - ছাঁচ প্রক্রিয়াকরণ - মূল প্রক্রিয়াকরণ - ইলেক্ট্রোড মেশিনিং - রানার সিস্টেম প্রক্রিয়াকরণ - অংশ প্রক্রিয়াকরণ এবং সংগ্রহ - মেশিন গ্রহণযোগ্যতা - গহ্বর পৃষ্ঠ চিকিত্সা প্রক্রিয়া - জটিল মোড ডাই - সমগ্র ছাঁচ পৃষ্ঠ আবরণ - মাউন্ট প্লেট - ছাঁচ নমুনা - নমুনা পরীক্ষা - প্রেরণ নমুনা |
|
ছাঁচ গহ্বর |
এক গহ্বর, বহু-গহ্বর বা একই বিভিন্ন পণ্য একসাথে তৈরি করা হয় |
|
ছাঁচ উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
রানার সিস্টেম |
গরম রানার এবং ঠান্ডা রানার |
|
বেস উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
শেষ করুন |
শব্দটি পিটিং, মিরর ফিনিস, ম্যাট পৃষ্ঠ, striae |
|
স্ট্যান্ডার্ড |
HASCO, DME বা নির্ভরশীল |
|
প্রধান প্রযুক্তি |
মিলিং, গ্রাইন্ডিং, সিএনসি, ইডিএম, তার কাটা, খোদাই, EDM, lathes, পৃষ্ঠ সমাপ্তি, ইত্যাদি |
|
সফটওয়্যার |
CAD, PRO-E, UG ডিজাইন সময়: 1-3 দিন (স্বাভাবিক পরিস্থিতিতে) |
|
পণ্য উপাদান |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS। |
|
গুণমান সিস্টেম |
ISO9001:2008 |
|
সময় প্রতিষ্ঠা করুন |
20 দিন |
|
যন্ত্রপাতি |
CNC, EDM, কাটা বন্ধ মেশিন, প্লাস্টিক যন্ত্রপাতি, ইত্যাদি প্লাস্টিক স্যুটকেস ছাঁচ zhe জিয়াং |


প্লাস্টিক ইনজেকশন ছাঁচ তৈরি

প্লাস্টিক ছাঁচনির্মাণ বৈশিষ্ট্য

ছাঁচ নকশা:



লেনদেন প্রক্রিয়া:

ছাঁচ পরীক্ষা:


পণ্য প্যাকেজিং

কারখানা
আমরা কাস্টম প্লাস্টিক ছাঁচ কারখানা. আমাদের কারখানা প্লাস্টিক ইনজেকশন ছাঁচ প্রস্তুতকারক. আমাদের পেশাদার কাস্টম প্লাস্টিকের ছাঁচে 17 বছরের অভিজ্ঞতা এবং 10 বছরের বিদেশী বাণিজ্যের অভিজ্ঞতা রয়েছে। আমরা কাস্টম প্লাস্টিক ছাঁচ সরবরাহকারী. আমরা কাস্টম প্লাস্টিক ছাঁচ সেবা প্রদান করতে পারেন. আমাদের কারখানা ইনজেকশন ছাঁচ করা প্লাস্টিকের অংশ তৈরি করতে পারে, এবং পণ্যের গুণমান আপনাকে সন্তুষ্ট করবে।
আমাদের 50 টিরও বেশি হাই-এন্ড মেশিন এবং শত শত প্রকৌশলী এবং ডিজাইনার রয়েছে। আমরা পণ্য ডিজাইন - ছাঁচ তৈরি - পণ্য উত্পাদন - পণ্য প্যাকেজিং - পরিবহন থেকে এক-স্টপ পরিষেবা সরবরাহ করতে পারি। আমরা একটি সম্পূর্ণ উত্পাদন চেইন আছে. আমরা আপনার সব প্রয়োজনীয়তা পূরণ করতে পারেন.
আমরা যে পরিষেবাগুলি প্রদান করি:
পেশাদার কাস্টম ছাঁচ পরিষেবা, প্লাস্টিক ছাঁচ নকশা এবং উত্পাদন. প্লাস্টিক পণ্য উত্পাদন, পণ্য নকশা, ছাঁচ নকশা, ঘা ছাঁচ কাস্টমাইজেশন, ঘূর্ণন ছাঁচ কাস্টমাইজেশন, ডাই-কাস্টিং ছাঁচ কাস্টমাইজেশন। 3D প্রিন্টিং পরিষেবা, CNC উত্পাদন পরিষেবা, পণ্য প্যাকেজিং, কাস্টমাইজড প্যাকেজিং, শিপিং পরিষেবা।










আমরা সর্বদা প্রথম এবং প্রথম গুণমানের নীতিগুলি মেনে চলি। গ্রাহকদের সর্বোচ্চ মানের পণ্য সরবরাহ করার সময়, উত্পাদন দক্ষতা সর্বাধিক করার চেষ্টা করুন এবং উত্পাদন সময় সংক্ষিপ্ত করুন। আমরা প্রত্যেক গ্রাহককে জানাতে গর্বিত যে আমাদের কোম্পানি তার প্রতিষ্ঠার পর থেকে কোনো গ্রাহক হারায়নি। যদি পণ্যের সাথে কোনো সমস্যা থাকে, তাহলে আমরা সক্রিয়ভাবে সমাধান খুঁজব এবং শেষ পর্যন্ত দায়িত্ব নেব।

FAQ
প্রশ্ন 1: আপনি কি ট্রেডিং কোম্পানি বা প্রস্তুতকারক?
উত্তর: আমরা নির্মাতারা।
প্রশ্ন ২. আমি কখন উদ্ধৃতি পেতে পারি?
উত্তর: আমরা সাধারণত আপনার তদন্ত পাওয়ার পর 2 দিনের মধ্যে উদ্ধৃতি করি।
আপনি যদি খুব জরুরী হন, দয়া করে আমাদের কল করুন বা আপনার ইমেলে আমাদের বলুন যাতে আমরা প্রথমে আপনার জন্য উদ্ধৃতি দিতে পারি।
Q3. ছাঁচের জন্য সীসা-সময় কতক্ষণ?
উত্তর: এটি সমস্ত পণ্যের আকার এবং জটিলতার উপর নির্ভর করে। সাধারণত, সীসা সময় 25 দিন।
Q4. আমার কোন 3D অঙ্কন নেই, আমি কিভাবে নতুন প্রকল্প শুরু করব?
উত্তর: আপনি আমাদের একটি ছাঁচনির্মাণ নমুনা সরবরাহ করতে পারেন, আমরা আপনাকে 3D অঙ্কন নকশা শেষ করতে সাহায্য করব।
প্রশ্ন 5. চালানের আগে, কীভাবে পণ্যের গুণমান নিশ্চিত করবেন?
উত্তর: আপনি যদি আমাদের কারখানায় না আসেন এবং পরিদর্শনের জন্য তৃতীয় পক্ষও না থাকে তবে আমরা আপনার পরিদর্শন কর্মী হিসাবে থাকব।
আমরা আপনাকে উত্পাদন প্রক্রিয়ার বিশদ বিবরণের জন্য একটি ভিডিও সরবরাহ করব যার মধ্যে রয়েছে প্রক্রিয়া প্রতিবেদন, পণ্যের আকার কাঠামো এবং পৃষ্ঠের বিশদ, প্যাকিং বিশদ এবং আরও কিছু।
প্রশ্ন ৬. আপনার পেমেন্ট শর্তাবলী কি?
উত্তর: ছাঁচের অর্থপ্রদান: T/T দ্বারা অগ্রিম 40% আমানত, প্রথম ট্রায়ালের নমুনাগুলি পাঠানোর আগে 30% দ্বিতীয় ছাঁচের অর্থ প্রদান, চূড়ান্ত নমুনাগুলিতে সম্মত হওয়ার পরে 30% ছাঁচের ভারসাম্য।
বি: উত্পাদন অর্থপ্রদান: 50% অগ্রিম আমানত, 50% চূড়ান্ত পণ্য পাঠানোর আগে।
প্রশ্ন 7: আপনি কীভাবে আমাদের ব্যবসাকে দীর্ঘমেয়াদী এবং ভাল সম্পর্ক তৈরি করবেন?
A:1। আমরা আমাদের গ্রাহকদের সর্বোত্তম মানের পণ্যের জন্য সুবিধা নিশ্চিত করতে ভাল মানের এবং প্রতিযোগিতামূলক মূল্য রাখি।
2. আমরা প্রত্যেক গ্রাহককে আমাদের বন্ধু হিসাবে সম্মান করি এবং আমরা আন্তরিকভাবে ব্যবসা করি এবং তাদের সাথে বন্ধুত্ব করি, তারা যেখান থেকেই আসুক না কেন।
হট ট্যাগ: বৈদ্যুতিক মশা রিপেলার ছাঁচনির্মাণ, চীন, প্রস্তুতকারক, সরবরাহকারী, কারখানা, কাস্টমাইজড, পাইকারি, কিনুন, গুণমান, সর্বশেষ বিক্রি, চীনে তৈরি
সম্পর্কিত বিভাগ
অডিও-ভিজ্যুয়াল যন্ত্রপাতি
স্বাস্থ্য সরঞ্জাম
হোম অ্যাপ্লিকেশন
ব্যক্তিগত প্রয়োজনীয়তা
ডিজিটাল সরঞ্জাম
রান্নাঘর সরঞ্জাম
বাথরুমের সরঞ্জাম
পরিবেশ বান্ধব সরঞ্জাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।