বাড়ি
>
পণ্য > ইলেকট্রনিক যন্ত্রপাতি এবং যন্ত্র > পরিবেশ বান্ধব সরঞ্জাম > আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ
পণ্য
- কোর কাস্টমাইজেশন পরিষেবা
- স্বাস্থ্য পরিচর্যা
- ইলেকট্রনিক যন্ত্রপাতি এবং যন্ত্র
- মা ও শিশু সরবরাহ ছাঁচ
- বিনোদনমূলক খেলাধুলা
- হোম ফার্নিশিং আর্ট
- অটো আনুষাঙ্গিক
- পরিবহন এবং গুদামজাতকরণ
- লাইটিং ফিক্সচার
- নির্মাণ সরঞ্জাম
- প্যাকেজিং পণ্য
- শিক্ষাগত ও পরীক্ষাগার
- পোশাক লাগেজ আনুষাঙ্গিক
- যত্ন এবং পরিষ্কারের পণ্য
- কৃষি ও বনায়ন
- যান্ত্রিক সরঞ্জাম
- পোষা প্রাণী সরবরাহ
- রান্নাঘরের জিনিসপত্র









আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ
নিংবো (পিএন্ডএম) প্লাস্টিক মেটাল প্রোডাক্টস কোং, লিমিটেডের 17 বছরের ছাঁচ তৈরির প্রযুক্তি রয়েছে এবং এটি আবর্জনা নিষ্পত্তি মোল্ডিং ছাঁচনির্মাণকে কাস্টমাইজ করতে পারে। আমরা পেশাদার কাস্টমাইজড আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ পরিষেবা প্রদান করি এবং আমরা একটি পেশাদার আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ প্রস্তুতকারক। পণ্যের কাঁচামাল এবং ছাঁচের উপকরণ নির্বাচন করার ক্ষেত্রে আমাদের যথেষ্ট অভিজ্ঞতা রয়েছে। আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ মোল্ডিং কাস্টমাইজ করার প্রক্রিয়ার মধ্যে, আমাদের কারখানা এক-স্টপ পরিষেবা প্রদান করতে পারে। আমাদের আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ ছাঁচনির্মাণ সম্পর্কিত নকশা এবং উত্পাদন ক্ষমতা রয়েছে, যেমন: CAD নকশা, ছাঁচ উত্পাদন, ইনজেকশন ছাঁচনির্মাণ, প্লাস্টিক পণ্য উত্পাদন, সমাবেশ এবং অন্যান্য প্রযুক্তি।
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
উপরন্তু, আমাদের কোম্পানি প্লাস্টিকের কাঁচামাল সরবরাহকারী, মুদ্রণ প্রস্তুতকারক, ইত্যাদির সাথে কাঁচামাল সরবরাহ এবং মুদ্রণের গুণমান নিশ্চিত করতে সমবায় সম্পর্ক স্থাপন করেছে। আমাদের সমৃদ্ধ অভিজ্ঞতা এবং নিখুঁত সরবরাহ শৃঙ্খলের মাধ্যমে, আমাদের কোম্পানি গ্রাহকদের তাদের নির্দিষ্ট চাহিদা মেটাতে উচ্চ-মানের কাস্টমাইজড আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ ছাঁচনির্মাণ পণ্য সরবরাহ করতে পারে। একই সময়ে, আমাদের কাছে 10 বছরের পেশাদার বিদেশী বাণিজ্য পরিষেবার অভিজ্ঞতা রয়েছে, বিদেশী বাণিজ্য প্রক্রিয়া বুঝতে এবং আমাদের গ্রাহকদের আরও ভালভাবে পরিবেশন করতে পারি। আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ পণ্যের জন্য, আমরা সংশ্লিষ্ট প্লাস্টিকের অংশগুলি তৈরি করতে পারি, যা প্রধানত ইনজেকশন ছাঁচের মাধ্যমে করা হয়।




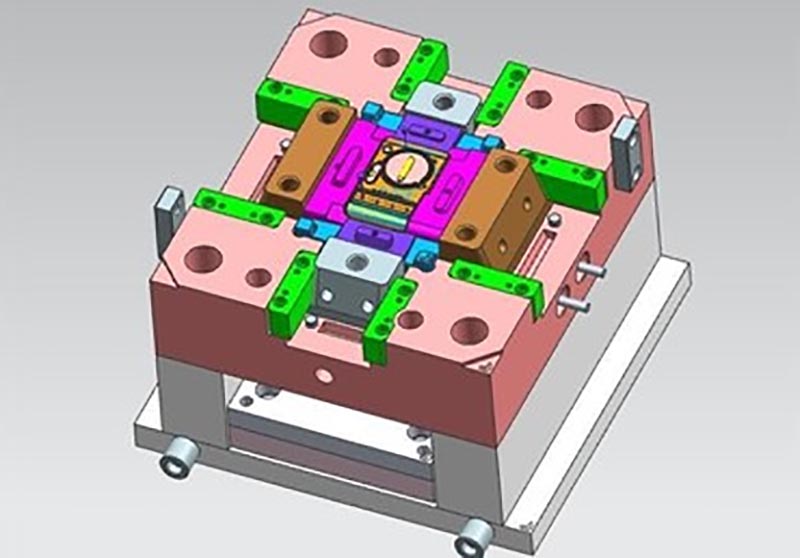
রান্নাঘরের মূল যন্ত্রপাতির উপাদান হিসেবে, বর্জ্য নিষ্কাশনকারীতে বিভিন্ন প্লাস্টিকের অংশ রয়েছে—যেমন হাউজিং, অভ্যন্তরীণ চেম্বার, ফ্ল্যাঞ্জ, ইম্পেলার কভার এবং কম্পন-স্যাঁতসেঁতে বেস—যা প্রধানত ইনজেকশন মোল্ডিং ব্যবহার করে তৈরি করা হয়। ব্যবহৃত প্রাথমিক কাঁচামালগুলির মধ্যে রয়েছে ABS, রিইনফোর্সড পিপি, এবং গ্লাস-ফাইবার-রিইনফোর্সড নাইলন; উপরন্তু, নির্দিষ্ট কাঠামোগত উপাদান শক্তি, তাপ প্রতিরোধ, তেল প্রতিরোধ, প্রভাব প্রতিরোধ, এবং মাত্রিক স্থিতিশীলতা সম্পর্কিত নির্দিষ্ট প্রয়োজনীয়তাগুলি পূরণ করতে শিখা-প্রতিরোধী পরিবর্তিত প্লাস্টিক নিয়োগ করে। বর্জ্য নিষ্কাশনকারীদের জন্য প্লাস্টিকের উপাদানগুলি সাধারণত অ-ইনিফর্ম প্রাচীর বেধ, জটিল জ্যামিতি এবং কঠোর সমাবেশ নির্ভুলতা দ্বারা চিহ্নিত করা হয়; ফলস্বরূপ, ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া কঠোরভাবে মানসম্মত পদ্ধতি মেনে চলতে হবে, ছাঁচনির্মাণ গুণমান এবং উত্পাদন দক্ষতা উভয়েরই ভারসাম্য বজায় রাখে। নিম্নলিখিত বিভাগগুলি বর্জ্য নিষ্কাশনকারী ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়ার একটি বিস্তৃত এক্সপোজার প্রদান করে, যা কাঁচামালের প্রস্তুতি, প্রাক-ইনজেকশন সেটআপ, ইনজেকশন ছাঁচনির্মাণ, শীতলকরণ এবং শক্তকরণ, ডিমোল্ডিং এবং অংশ নিষ্কাশন, এবং পোস্ট-প্রসেসিং এবং পরিদর্শনের মতো মূল ধাপগুলিকে কভার করে।
উত্পাদনের আগে, কাঁচামাল নির্বাচন এবং প্রিট্রিটমেন্ট প্রাথমিক পদক্ষেপগুলি গঠন করে। প্রতিটি উপাদানের নির্দিষ্ট কার্যকরী প্রয়োজনীয়তার উপর ভিত্তি করে, একটি মসৃণ পৃষ্ঠ ফিনিস এবং মাঝারি দৃঢ়তা নিশ্চিত করার জন্য ABS সাধারণত হাউজিং এবং আলংকারিক অংশগুলির জন্য নির্বাচন করা হয়; চাঙ্গা PP বেস এবং লোড-ভারবহন বন্ধনীর জন্য কঠোরতা এবং কম্পন-স্যাঁতসেঁতে ক্ষমতা বাড়ানোর জন্য বেছে নেওয়া হয়েছে; এবং গ্লাস-ফাইবার-রিইনফোর্সড নাইলন অভ্যন্তরীণ সমর্থন কাঠামোর জন্য লোড-ভারবহন ক্ষমতা বাড়ানোর জন্য ব্যবহার করা হয়। যেহেতু ABS এবং নাইলন উভয়ই হাইড্রোস্কোপিক পদার্থ, তাই তাদের অবশ্যই একটি শুকানোর প্রক্রিয়ার মধ্য দিয়ে যেতে হবে: ABS-এর জন্য 2-3 ঘন্টার জন্য 70-80°C তাপমাত্রায় শুকানোর প্রয়োজন হয়, যখন নাইলনের জন্য 80-90°C তাপমাত্রায় 4-6 ঘন্টা শুকানোর প্রয়োজন হয়। এই শুকানোর পদক্ষেপটি কাঁচামালের আর্দ্রতা রোধ করার জন্য গুরুত্বপূর্ণ - যেমন বুদবুদ, সিলভার স্ট্রিক বা শূন্যতা তৈরি করা প্লাস্টিকের অংশগুলিতে ত্রুটি সৃষ্টি করা থেকে। যদিও পিপি কাঁচামাল কম হাইগ্রোস্কোপিসিটি প্রদর্শন করে এবং সাধারণত শুকানোর প্রয়োজন হয় না, তবে এটিকে অবশ্যই অমেধ্য এবং ধুলো অপসারণের জন্য ছেঁকে নিতে হবে, যার ফলে অগ্রভাগ এবং রানারগুলিতে বাধা রোধ করা যায়। একবার কাঁচামাল শুকিয়ে গেলে, সেগুলিকে একটি শুকানোর ফড়িংয়ে লোড করা হয় যেখানে সেকেন্ডারি আর্দ্রতা শোষণ রোধ করতে তাদের ক্রমাগত উত্তপ্ত রাখা হয়।
পরবর্তী পর্যায়ে ছাঁচ ইনস্টলেশন এবং সরঞ্জাম সেটআপ জড়িত। প্লাস্টিকের অংশের আকারের উপর ভিত্তি করে উপযুক্ত টনেজ সহ একটি ইনজেকশন ছাঁচনির্মাণ মেশিন নির্বাচন করা হয়; বর্জ্য নিষ্পত্তিকারী হাউজিংয়ের মতো বড় উপাদানগুলির জন্য, 300 টনের বেশি ক্ল্যাম্পিং ফোর্স সহ একটি মেশিন সাধারণত প্রয়োজন হয়। ছাঁচটি ইনজেকশন ছাঁচনির্মাণ মেশিনের প্লেটেনে উত্তোলন করা হয় এবং নিরাপদে বেঁধে দেওয়া হয়; ছাঁচের কেন্দ্রটি তারপর অগ্রভাগের সাথে সারিবদ্ধ করা হয় এবং ক্ল্যাম্পিং স্ট্রোক এবং ছাঁচ খোলার দূরত্ব মসৃণ এবং নিরবচ্ছিন্ন ছাঁচের অপারেশন নিশ্চিত করার জন্য ক্রমাঙ্কিত করা হয়। পরবর্তীকালে, ছাঁচের শীতল জলের লাইনগুলিকে সংযুক্ত করা হয়, এবং কোনও ফুটো বা বাধা সনাক্ত করার জন্য পরীক্ষা করা হয়, যার ফলে একটি অবাধ শীতল সঞ্চালন প্রবাহ নিশ্চিত হয়। একই সাথে, ইনজেকশন ছাঁচনির্মাণ মেশিনের ব্যারেল অংশে উত্তপ্ত হয়; একবার সেট তাপমাত্রায় পৌঁছে গেলে, অভিন্ন এবং স্থিতিশীল উত্তাপ নিশ্চিত করার জন্য এটি 15-30 মিনিটের জন্য সেই তাপমাত্রায় রাখা হয়। কমিশনিং পর্যায়ে, ইজেক্টর মেকানিজম, স্লাইডার, অ্যাঙ্গেল পিন এবং অন্যান্য উপাদান সঠিকভাবে কাজ করছে কিনা তা যাচাই করার জন্য ড্রাই-সাইকেল পরীক্ষাগুলি (বস্তু ছাড়াই ছাঁচ খোলা এবং বন্ধ করা) অবশ্যই করা উচিত, যার ফলে প্রকৃত উত্পাদনের সময় ছাঁচ জ্যামিং বা অংশ ক্ষতির মতো সমস্যাগুলি প্রতিরোধ করা হয়।
প্রক্রিয়াটি আনুষ্ঠানিকভাবে ইনজেকশন ছাঁচনির্মাণ পর্যায়ে প্রবেশ করে। ব্যারেলের তাপমাত্রা "সামনে বেশি, পিছনের দিকে কম" নীতি অনুসারে সেট করা হয়েছে। ABS উপাদানের জন্য, ব্যারেল তাপমাত্রা 190-220°C এর মধ্যে নিয়ন্ত্রিত হয়, অগ্রভাগের তাপমাত্রা সামান্য কম (5-10°C দ্বারা) সেট করা হয়; চাঙ্গা পিপির জন্য, তাপমাত্রা 170-200 ডিগ্রি সেলসিয়াস; এবং গ্লাস-ফাইবার-রিইনফোর্সড নাইলনের জন্য, এটি 230-260°C। ছাঁচের তাপমাত্রা 40-60°C এর মধ্যে রক্ষণাবেক্ষণ করা হয় যাতে ছাঁচনির্মাণ চক্রের দক্ষতার সাথে পৃষ্ঠের ফিনিস গুণমানের ভারসাম্য বজায় থাকে। ইনজেকশনের সময়, একটি মাল্টি-স্টেজ স্পিড কন্ট্রোল কৌশল নিযুক্ত করা হয়: প্রাথমিক পর্যায়ে ছাঁচ পূরণ করতে এবং গলে যাওয়া রোধ করতে কম গতি ব্যবহার করে; মধ্যম পর্যায়টি দ্রুত গহ্বরটি পূরণ করতে একটি উচ্চ গতি ব্যবহার করে, জটিল কাঠামোগত বৈশিষ্ট্যগুলির সম্পূর্ণ গঠন নিশ্চিত করে; এবং চূড়ান্ত পর্যায়ে গহ্বরের অভ্যন্তরে আকস্মিক চাপের স্পাইক প্রতিরোধ করার জন্য ধীরে ধীরে হ্রাস করা জড়িত যা ফ্ল্যাশ গঠনের দিকে পরিচালিত করতে পারে। ইনজেকশন চাপ প্রাচীর বেধ এবং অংশ জ্যামিতির উপর ভিত্তি করে সমন্বয় করা হয়, সাধারণত 80-130 MPa থেকে; মোটা দেয়াল বা দীর্ঘ প্রবাহ চ্যানেলের অংশগুলির জন্য, ছোট শট বা সিঙ্ক চিহ্নগুলি প্রতিরোধ করার জন্য চাপ যথাযথভাবে বৃদ্ধি করা হয়।
একবার ফিলিং সম্পূর্ণ হলে, প্রক্রিয়াটি ধারণ চাপ এবং শীতল পর্যায়ে রূপান্তরিত হয়। হোল্ডিং চাপ ইনজেকশন চাপের 50-70% এ সেট করা হয়, এবং ধারণ করার সময় - সাধারণত 5-20 সেকেন্ড - প্রাচীরের বেধ দ্বারা নির্ধারিত হয়; এই টেকসই চাপ উপাদানের সংকোচনের জন্য ক্ষতিপূরণের জন্য ক্রমাগত গলনকে পুনরায় পূরণ করে, যার ফলে পৃষ্ঠের অবনতি এবং অভ্যন্তরীণ শূন্যতা হ্রাস পায়। হোল্ডিং ফেজ শেষ হওয়ার পরে, স্ক্রুটি পরবর্তী ইনজেকশন চক্রের জন্য উপাদানটিকে প্লাস্টিকাইজ করতে ঘোরে। স্ক্রু ঘূর্ণন গতি 30-60 rpm-এর মধ্যে নিয়ন্ত্রিত হয়, 3-8 MPa এর পিছনের চাপ সহ, যাতে গলে যাওয়া সমানভাবে মিশ্রিত হয় এবং সামঞ্জস্যপূর্ণ ঘনত্বের অধিকারী হয়। কুলিং ফেজ অংশের বিকৃতি নিয়ন্ত্রণের জন্য গুরুত্বপূর্ণ; শীতল হওয়ার সময় সাধারণত 20-50 সেকেন্ডের মধ্যে থাকে, ছাঁচের অভ্যন্তরীণ জলের চ্যানেলগুলির উপর নির্ভর করে দ্রুত তাপ নষ্ট করে এবং প্লাস্টিকের অংশটিকে সম্পূর্ণরূপে দৃঢ় করতে এবং তার আকৃতি সেট করতে দেয়। অপর্যাপ্ত শীতলতা ইজেকশনের পরে সহজেই ওয়ারিং, বিকৃতি বা মাত্রিক ভুলের দিকে নিয়ে যেতে পারে, যেখানে অতিরিক্ত শীতলকরণের ফলে উত্পাদন দক্ষতা হ্রাস পাবে।
শীতলকরণ সম্পূর্ণ হলে, প্রক্রিয়াটি ইজেকশন এবং অংশ অপসারণের পর্যায়ে চলে যায়। ইনজেকশন ছাঁচনির্মাণ মেশিন ছাঁচটি খোলার পরে, ইজেক্টর পিন, ইজেক্টর প্লেট বা স্ট্রিপার প্লেট সমাপ্ত প্লাস্টিকের অংশটিকে ছাঁচ থেকে মসৃণভাবে ধাক্কা দেওয়ার জন্য একত্রে কাজ করে। আন্ডারকাট বা স্ন্যাপ-ফিট বৈশিষ্ট্য সমন্বিত স্ট্রাকচারাল উপাদানগুলির জন্য, একটি কোর-টানিং মেকানিজম - স্লাইডার বা কোণ ইজেক্টর পিন ব্যবহার করে - ইজেকশনের আগে মূলটি প্রত্যাহার করার জন্য নিযুক্ত করা হয়। এটি জোরপূর্বক ভাঙন প্রতিরোধ করে, যা অন্যথায় প্লাস্টিকের অংশগুলি ক্র্যাকিং বা স্ক্র্যাচিং হতে পারে। ইজেকশনের পরে, অংশগুলি ম্যানুয়ালি বা রোবোটিক ম্যানিপুলেটর দ্বারা পুনরুদ্ধার করা হয়; পৃষ্ঠের ত্রুটি বা বিকৃতি হতে পারে এমন সংঘর্ষ এড়াতে এগুলি যত্ন সহকারে পরিচালনা করা হয়। পুনরুদ্ধার সম্পূর্ণ হলে, ছাঁচটি স্বয়ংক্রিয়ভাবে বন্ধ হয়ে যায়, পরবর্তী ছাঁচনির্মাণ চক্র শুরু করে এবং ক্রমাগত, চক্রাকার উত্পাদন নিশ্চিত করে।
ভেঙে ফেলার পরে, প্লাস্টিকের অংশগুলি পোস্ট-প্রসেসিং এবং সমাপ্তির মধ্য দিয়ে যায়। প্রথমে, গেট, রানার এবং ফ্ল্যাশ একটি মসৃণ, বুর-মুক্ত পৃষ্ঠ ফিনিস নিশ্চিত করতে কাঁচি, ট্রিমিং ছুরি, বা অতিস্বনক সরঞ্জাম ব্যবহার করে সরানো হয়। যেহেতু কিছু প্লাস্টিকের অংশগুলি অভ্যন্তরীণ চাপের কারণে বিক্ষিপ্ত হওয়ার প্রবণতা রয়েছে, তাই চাপ উপশম করতে এবং মাত্রিক স্থিতিশীলতা বাড়াতে সেগুলিকে ফিক্সচারিং বা ওভেন অ্যানিলিং করা হতে পারে। উচ্চ সমাবেশ নির্ভুলতা প্রয়োজন এমন উপাদানগুলি-যেমন ফ্ল্যাঞ্জ এবং বন্ধনী-এছাড়াও অ্যাসেম্বলি ক্লিয়ারেন্সগুলি স্পেসিফিকেশনগুলি পূরণ করে তা নিশ্চিত করতে সামান্য স্যান্ডিং এবং সারিবদ্ধকরণের মধ্য দিয়ে যায়।
চূড়ান্ত পর্যায়ে গুণমান পরিদর্শন এবং গুদামজাতকরণ জড়িত। পরিদর্শন তিনটি মূল দিক কভার করে: চেহারা, মাত্রা এবং কর্মক্ষমতা। চেহারা পরীক্ষাগুলি কালো দাগ, সিঙ্কের চিহ্ন, জোড় লাইন বা বিকৃতির মতো ত্রুটিগুলি সনাক্ত করে; ডাইমেনশনাল চেক ক্যালিপার বা কোঅর্ডিনেট মেজারিং মেশিন (সিএমএম) ব্যবহার করে সমালোচনামূলক সমাবেশের মাত্রা যাচাই করতে; এবং কর্মক্ষমতা পরীক্ষা শক্তি, দৃঢ়তা, এবং তাপ প্রতিরোধের মূল্যায়নের উপর ফোকাস করে। অনুগত পণ্যগুলি সাজানো, প্যাকেজ করা এবং স্টোরেজে স্থানান্তর করা হয়; অ-সঙ্গত পণ্য ত্রুটির ধরন দ্বারা সাজানো হয়. পুনর্ব্যবহারযোগ্য স্ক্র্যাপ এবং ত্রুটিপূর্ণ অংশগুলিকে দানাদার করা হয় এবং নিয়ন্ত্রিত অনুপাতে উৎপাদন প্রবাহে আবার মিশ্রিত করা হয়, যখন অ-পুনর্ব্যবহারযোগ্য বর্জ্য কেন্দ্রীভূত নিষ্পত্তির জন্য সংগ্রহ করা হয়।
সামগ্রিকভাবে, বর্জ্য নিষ্কাশনকারী উপাদানগুলির ইনজেকশন ছাঁচনির্মাণ একটি পদ্ধতিগত প্রক্রিয়া যেখানে প্রতিটি পদক্ষেপ-কাঁচা মাল প্রিট্রিটমেন্ট থেকে চূড়ান্ত পরিদর্শন পর্যন্ত-সরাসরি সমাপ্ত প্লাস্টিকের অংশগুলির গুণমানকে প্রভাবিত করে। প্রকৃত উৎপাদনে, কাঁচামালের বৈশিষ্ট্য, ছাঁচের গঠন এবং পণ্যের প্রয়োজনীয়তার উপর ভিত্তি করে প্রক্রিয়ার পরামিতিগুলিকে গতিশীলভাবে সামঞ্জস্য করতে হবে। অধিকন্তু, কঠোর সরঞ্জাম এবং ছাঁচ রক্ষণাবেক্ষণ, অপারেশনাল প্রোটোকলগুলির কঠোর আনুগত্যের সাথে মিলিত, অবিচ্ছিন্নভাবে বর্জ্য নিষ্পত্তিকারী প্লাস্টিকের উপাদানগুলি তৈরি করার জন্য অপরিহার্য যা চমৎকার নান্দনিকতা, সুনির্দিষ্ট মাত্রা এবং নির্ভরযোগ্য কর্মক্ষমতা বৈশিষ্ট্যযুক্ত।
আমরা একটি আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ ছাঁচনির্মাণ প্রস্তুতকারক, উচ্চ মানের আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ ছাঁচনির্মাণ উত্পাদন প্রদান. যতক্ষণ আপনি আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ ছাঁচনির্মাণ পণ্য কাস্টমাইজ/বিকাশ করতে চান, আপনি আমাদের খুঁজে পেতে পারেন। আমাদের কাছে পেশাদার ইনজেকশন ছাঁচ নকশা এবং পরিপক্ক উত্পাদন প্রযুক্তি রয়েছে, আপনাকে পণ্য ডিজাইন-ছাঁচ তৈরি-পণ্য উত্পাদন-পণ্য প্যাকেজিং-পণ্য পরিবহন থেকে এক-স্টপ পরিষেবা সরবরাহ করে, আমরা আপনাকে প্রতিটি লিঙ্কে সহায়তা করতে পারি। যতক্ষণ আপনি আমাদের কাছে আসবেন, আমরা আপনাকে চূড়ান্ত পরিষেবা সরবরাহ করব এবং পণ্যের গুণমান, উৎপাদন সময়, তথ্য সংলাপ ইত্যাদির ক্ষেত্রে আপনাকে সন্তুষ্ট করব।
|
পণ্যের নাম |
ট্রেডমিল ছাঁচনির্মাণ |
|
প্লিজ প্রদান করুন |
2D, 3D, নমুনা, বা এর আকার বহু-কোণ ছবি |
|
ছাঁচ সময় |
20-35 দিন |
|
পণ্য সময় |
7-15 দিন |
|
ছাঁচ নির্ভুলতা |
+/-0.01 মিমি |
|
ছাঁচ জীবন |
50-100 মিলিয়ন শট |
|
উত্পাদন প্রক্রিয়া |
অডিট অঙ্কন - ছাঁচ প্রবাহ বিশ্লেষণ - নকশা যাচাইকরণ - কাস্টম উপকরণ - ছাঁচ প্রক্রিয়াকরণ - মূল প্রক্রিয়াকরণ - ইলেক্ট্রোড মেশিনিং - রানার সিস্টেম প্রক্রিয়াকরণ - অংশ প্রক্রিয়াকরণ এবং সংগ্রহ - মেশিন গ্রহণযোগ্যতা - গহ্বর পৃষ্ঠ চিকিত্সা প্রক্রিয়া - জটিল মোড ডাই - সমগ্র ছাঁচ পৃষ্ঠ আবরণ - মাউন্ট প্লেট - ছাঁচ নমুনা - নমুনা পরীক্ষা - প্রেরণ নমুনা |
|
ছাঁচ গহ্বর |
এক গহ্বর, বহু-গহ্বর বা একই বিভিন্ন পণ্য একসাথে তৈরি করা হয় |
|
ছাঁচ উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
রানার সিস্টেম |
গরম রানার এবং ঠান্ডা রানার |
|
বেস উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
শেষ করুন |
শব্দটি পিটিং, মিরর ফিনিস, ম্যাট পৃষ্ঠ, striae |
|
স্ট্যান্ডার্ড |
HASCO, DME বা নির্ভরশীল |
|
প্রধান প্রযুক্তি |
মিলিং, গ্রাইন্ডিং, সিএনসি, ইডিএম, তার কাটা, খোদাই, EDM, lathes, পৃষ্ঠ সমাপ্তি, ইত্যাদি |
|
সফটওয়্যার |
CAD, PRO-E, UG ডিজাইন সময়: 1-3 দিন (স্বাভাবিক পরিস্থিতিতে) |
|
পণ্য উপাদান |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS। |
|
গুণমান সিস্টেম |
ISO9001:2008 |
|
সময় প্রতিষ্ঠা করুন |
20 দিন |
|
যন্ত্রপাতি |
CNC, EDM, কাটা বন্ধ মেশিন, প্লাস্টিক যন্ত্রপাতি, ইত্যাদি প্লাস্টিক স্যুটকেস ছাঁচ zhe জিয়াং |


প্লাস্টিক ইনজেকশন ছাঁচ তৈরি

প্লাস্টিক ছাঁচনির্মাণ বৈশিষ্ট্য

ছাঁচ নকশা:



লেনদেন প্রক্রিয়া:

ছাঁচ পরীক্ষা:


পণ্য প্যাকেজিং

কারখানা
আমরা কাস্টম প্লাস্টিক ছাঁচ কারখানা. আমাদের কারখানা প্লাস্টিক ইনজেকশন ছাঁচ প্রস্তুতকারক. আমাদের পেশাদার কাস্টম প্লাস্টিকের ছাঁচে 17 বছরের অভিজ্ঞতা এবং 10 বছরের বিদেশী বাণিজ্যের অভিজ্ঞতা রয়েছে। আমরা কাস্টম প্লাস্টিক ছাঁচ সরবরাহকারী. আমরা কাস্টম প্লাস্টিক ছাঁচ সেবা প্রদান করতে পারেন. আমাদের কারখানা ইনজেকশন ছাঁচ করা প্লাস্টিকের অংশ তৈরি করতে পারে, এবং পণ্যের গুণমান আপনাকে সন্তুষ্ট করবে।
আমাদের 50 টিরও বেশি হাই-এন্ড মেশিন এবং শত শত প্রকৌশলী এবং ডিজাইনার রয়েছে। আমরা পণ্য ডিজাইন - ছাঁচ তৈরি - পণ্য উত্পাদন - পণ্য প্যাকেজিং - পরিবহন থেকে এক-স্টপ পরিষেবা সরবরাহ করতে পারি। আমরা একটি সম্পূর্ণ উত্পাদন চেইন আছে. আমরা আপনার সব প্রয়োজনীয়তা পূরণ করতে পারেন.
আমরা যে পরিষেবাগুলি প্রদান করি:
পেশাদার কাস্টম ছাঁচ পরিষেবা, প্লাস্টিক ছাঁচ নকশা এবং উত্পাদন. প্লাস্টিক পণ্য উত্পাদন, পণ্য নকশা, ছাঁচ নকশা, ঘা ছাঁচ কাস্টমাইজেশন, ঘূর্ণন ছাঁচ কাস্টমাইজেশন, ডাই-কাস্টিং ছাঁচ কাস্টমাইজেশন। 3D প্রিন্টিং পরিষেবা, CNC উত্পাদন পরিষেবা, পণ্য প্যাকেজিং, কাস্টমাইজড প্যাকেজিং, শিপিং পরিষেবা।










আমরা সর্বদা প্রথম এবং প্রথম গুণমানের নীতিগুলি মেনে চলি। গ্রাহকদের সর্বোচ্চ মানের পণ্য সরবরাহ করার সময়, উত্পাদন দক্ষতা সর্বাধিক করার চেষ্টা করুন এবং উত্পাদন সময় সংক্ষিপ্ত করুন। আমরা প্রত্যেক গ্রাহককে জানাতে গর্বিত যে আমাদের কোম্পানি তার প্রতিষ্ঠার পর থেকে কোনো গ্রাহক হারায়নি। যদি পণ্যের সাথে কোনো সমস্যা থাকে, তাহলে আমরা সক্রিয়ভাবে সমাধান খুঁজব এবং শেষ পর্যন্ত দায়িত্ব নেব।

FAQ
প্রশ্ন 1: আপনি কি ট্রেডিং কোম্পানি বা প্রস্তুতকারক?
উত্তর: আমরা নির্মাতারা।
প্রশ্ন ২. আমি কখন উদ্ধৃতি পেতে পারি?
উত্তর: আমরা সাধারণত আপনার তদন্ত পাওয়ার পর 2 দিনের মধ্যে উদ্ধৃতি করি।
আপনি যদি খুব জরুরী হন, দয়া করে আমাদের কল করুন বা আপনার ইমেলে আমাদের বলুন যাতে আমরা প্রথমে আপনার জন্য উদ্ধৃতি দিতে পারি।
Q3. ছাঁচের জন্য সীসা-সময় কতক্ষণ?
উত্তর: এটি সমস্ত পণ্যের আকার এবং জটিলতার উপর নির্ভর করে। সাধারণত, সীসা সময় 25 দিন।
Q4. আমার কোন 3D অঙ্কন নেই, আমি কিভাবে নতুন প্রকল্প শুরু করব?
উত্তর: আপনি আমাদের একটি ছাঁচনির্মাণ নমুনা সরবরাহ করতে পারেন, আমরা আপনাকে 3D অঙ্কন নকশা শেষ করতে সাহায্য করব।
প্রশ্ন 5. চালানের আগে, কীভাবে পণ্যের গুণমান নিশ্চিত করবেন?
উত্তর: আপনি যদি আমাদের কারখানায় না আসেন এবং পরিদর্শনের জন্য তৃতীয় পক্ষও না থাকে তবে আমরা আপনার পরিদর্শন কর্মী হিসাবে থাকব।
আমরা আপনাকে উত্পাদন প্রক্রিয়ার বিশদ বিবরণের জন্য একটি ভিডিও সরবরাহ করব যার মধ্যে রয়েছে প্রক্রিয়া প্রতিবেদন, পণ্যের আকার কাঠামো এবং পৃষ্ঠের বিশদ, প্যাকিং বিশদ এবং আরও কিছু।
প্রশ্ন ৬. আপনার পেমেন্ট শর্তাবলী কি?
উত্তর: ছাঁচের অর্থপ্রদান: T/T দ্বারা অগ্রিম 40% আমানত, প্রথম ট্রায়ালের নমুনাগুলি পাঠানোর আগে 30% দ্বিতীয় ছাঁচের অর্থ প্রদান, চূড়ান্ত নমুনাগুলিতে সম্মত হওয়ার পরে 30% ছাঁচের ভারসাম্য।
বি: উত্পাদন অর্থপ্রদান: 50% অগ্রিম আমানত, 50% চূড়ান্ত পণ্য পাঠানোর আগে।
প্রশ্ন 7: আপনি কীভাবে আমাদের ব্যবসাকে দীর্ঘমেয়াদী এবং ভাল সম্পর্ক তৈরি করবেন?
A:1। আমরা আমাদের গ্রাহকদের সর্বোত্তম মানের পণ্যের জন্য সুবিধা নিশ্চিত করতে ভাল মানের এবং প্রতিযোগিতামূলক মূল্য রাখি।
2. আমরা প্রত্যেক গ্রাহককে আমাদের বন্ধু হিসাবে সম্মান করি এবং আমরা আন্তরিকভাবে ব্যবসা করি এবং তাদের সাথে বন্ধুত্ব করি, তারা যেখান থেকেই আসুক না কেন।
হট ট্যাগ: আবর্জনা নিষ্পত্তি ছাঁচনির্মাণ, চীন, প্রস্তুতকারক, সরবরাহকারী, কারখানা, কাস্টমাইজড, পাইকারি, কিনুন, গুণমান, সর্বশেষ বিক্রয়, চীনে তৈরি
সম্পর্কিত বিভাগ
অডিও-ভিজ্যুয়াল যন্ত্রপাতি
স্বাস্থ্য সরঞ্জাম
হোম অ্যাপ্লিকেশন
ব্যক্তিগত প্রয়োজনীয়তা
ডিজিটাল সরঞ্জাম
রান্নাঘর সরঞ্জাম
বাথরুমের সরঞ্জাম
পরিবেশ বান্ধব সরঞ্জাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।