

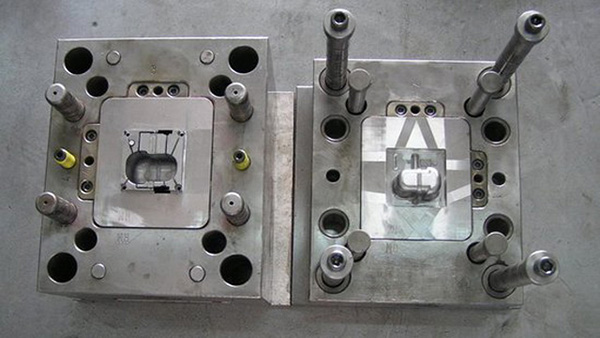
ডাই কাস্টিং ছাঁচ সহ সাধারণ সমস্যা
ডাই কাস্টিং ছাঁচগুলির পৃষ্ঠের তাপমাত্রা নিয়ন্ত্রণ করা উচ্চমানের ডাই কাস্টিং উত্পাদন করার জন্য খুব গুরুত্বপূর্ণ। অসম বা অনুপযুক্ত ডাই কাস্টিং ছাঁচের তাপমাত্রাও অস্থির ing ালাইয়ের মাত্রা, উত্পাদনের সময় বেরিয়ে আসা কাস্টিংয়ের বিকৃতি এবং তাপীয় চাপ, ছাঁচের স্টিকিং, পৃষ্ঠের হতাশা, অভ্যন্তরীণ সঙ্কুচিত এবং গরম বুদবুদগুলির মতো ত্রুটিগুলিও বাড়ে। যখন ছাঁচের তাপমাত্রার পার্থক্য বড় হয়, তখন উত্পাদন চক্রের ভেরিয়েবলের উপর এর প্রভাবের বিভিন্ন ডিগ্রি থাকবে, যেমন সময় পূরণের সময়, শীতল সময় এবং স্প্রে করার সময়।
1)। ঠান্ডা লাইন:
কারণ: গলিত স্যুপের সামনের প্রান্তে তাপমাত্রা খুব কম এবং ওভারল্যাপিংয়ের সময় ট্রেস রয়েছে।
উন্নতির পদ্ধতি:
1। প্রাচীরের বেধ খুব পাতলা (নকশা বা উত্পাদন) এবং পাতলা অঞ্চলটি সরাসরি পূরণ করা উচিত কিনা তা পরীক্ষা করুন।
2। আকারটি পূরণ করা সহজ নয় কিনা তা পরীক্ষা করুন; দূরত্বটি অনেক দূরে, বদ্ধ অঞ্চল (যেমন ফিনস, প্রোট্রুশন), অবরুদ্ধ অঞ্চল এবং ছোট ফিললেটগুলি পূরণ করা সহজ নয়। এবং পাঁজর বা ঠান্ডা দাগ আছে কিনা সেদিকে মনোযোগ দিন।
3। ভরাট সময় সংক্ষিপ্ত করুন। ভরাট সময় সংক্ষিপ্ত করার পদ্ধতি: ...
4। ফিলিং মোড পরিবর্তন করুন।
5। ছাঁচের তাপমাত্রা বাড়ানোর পদ্ধতি: ...
6 .. গলে তাপমাত্রা বাড়ান।
7। খাদ রচনাটি পরীক্ষা করুন।
8। এস্কেপ চ্যানেলটি বাড়ানো সহায়ক হতে পারে।
9। ভ্যাকুয়াম ডিভাইস যুক্ত করা সহায়ক হতে পারে।
2)। ফাটল:
কারণ:
1। সঙ্কুচিত চাপ।
2। ইজেকশন বা ছাঁটাইয়ের সময় বলের কারণে ফাটল।
উন্নতির পদ্ধতি:
1। ফিললেটটি বড় করা।
2। গরম দাগ আছে কিনা তা পরীক্ষা করুন।
3। বুস্টের সময় পরিবর্তন করুন (কোল্ড চেম্বার মেশিন)।
4। ছাঁচ বন্ধের সময় বাড়ানো বা সংক্ষিপ্ত করুন।
5। খসড়া কোণ বাড়ান।
6 .. ইজেক্টর পিন যুক্ত করুন।
7। ছাঁচটি ভুলভাবে চিহ্নিত করা হয়েছে বা বিকৃত হয়েছে কিনা তা পরীক্ষা করুন।
8। খাদ রচনাটি পরীক্ষা করুন।
3)। পোরোসিটি:
কারণ: 1। বায়ু গলিত ধাতুতে মিশ্রিত হয়।
2। গ্যাসের উত্স: গলানোর সময়, উপাদান পাইপে, ছাঁচের মধ্যে, রিলিজ এজেন্ট।
উন্নতি পদ্ধতি:
1। উপযুক্ত ধীর গতি।
2। রানারগুলি মসৃণ এবং কাটা কিনা তা পরীক্ষা করে দেখুন যে অঞ্চলটি ধীরে ধীরে হ্রাস পাচ্ছে?
3। ভেন্ট অঞ্চলটি যথেষ্ট বড় কিনা, এটি অবরুদ্ধ কিনা এবং এটি শেষ ফিলিং জায়গায় অবস্থিত কিনা তা পরীক্ষা করে দেখুন।
4। রিলিজ এজেন্টটি খুব বেশি স্প্রে করা হয়েছে এবং ছাঁচের তাপমাত্রা খুব কম কিনা তা পরীক্ষা করে দেখুন।
5 .. ভ্যাকুয়াম ব্যবহার করুন।
4)। গহ্বর:
কারণ: চাপের হঠাৎ হ্রাসের কারণে, গলিত স্যুপের গ্যাস হঠাৎ করে ছাঁচকে প্রসারিত করে এবং প্রভাবিত করে, যার ফলে ছাঁচের ক্ষতি হয়।
উন্নতি পদ্ধতি:
হঠাৎ করে ফ্লো চ্যানেলের ক্রস-বিভাগীয় অঞ্চলটি পরিবর্তন করবেন না।
5)। সঙ্কুচিত:
কারণ: ধাতব যখন তরল থেকে শক্ত হয়ে যায় তখন দখল করা স্থানটি আরও ছোট হয়। যদি কোনও ধাতু না থাকে তবে ধাতব সংযোজন সঙ্কুচিত গর্ত তৈরি করবে। সাধারণত ধীরগতির ক্ষেত্রে ঘটে।
উন্নতির পদ্ধতি:
1। চাপ বাড়ান।
2। ছাঁচের তাপমাত্রা পরিবর্তন করুন। স্থানীয় কুলিং, স্প্রে রিলিজ এজেন্ট, নিম্ন ছাঁচের তাপমাত্রা ইত্যাদি কখনও কখনও এটি কেবল সঙ্কুচিত গর্তের অবস্থান পরিবর্তন করে, এগুলি নির্মূল করে না।
6)। খোসা:
কারণ:
1। দুর্বল ফিলিং মোড, ফলস্বরূপ গলিত ধাতব ওভারল্যাপ হয়।
2। ছাঁচের বিকৃতি, গলিত ধাতব ওভারল্যাপের ফলে।
3। অক্সাইড স্তর অন্তর্ভুক্ত।
উন্নতির পদ্ধতি:
1। তাড়াতাড়ি উচ্চ গতিতে স্যুইচ করুন।
2। সংক্ষিপ্ত সময় সময়।
3। ফিলিং মোড, গেটের অবস্থান, গেটের গতি পরিবর্তন করুন।
4। ছাঁচের শক্তি যথেষ্ট কিনা তা পরীক্ষা করুন।
5। পিন ছাঁচ ডিভাইসটি ভাল কিনা তা পরীক্ষা করুন।
6 .. অক্সাইড স্তর আছে কিনা তা পরীক্ষা করুন।
7)। রিপল:
কারণ: গলিত স্যুপের প্রথম স্তরটি পৃষ্ঠের উপর দ্রুত শীতল হয় এবং গলিত স্যুপের দ্বিতীয় স্তরটি প্রবাহিত হয় এবং প্রথম স্তরটি গলে যেতে ব্যর্থ হয়, তবে যথেষ্ট পরিমাণে ফিউশন রয়েছে, যার ফলে বিভিন্ন কাঠামো হয়।
উন্নতি পদ্ধতি:
1। ফিলিং মোডটি উন্নত করুন।
2। ভরাট সময় সংক্ষিপ্ত করুন।
8)। দুর্বল প্রবাহ দ্বারা সৃষ্ট গর্ত:
কারণ: গলিত স্যুপ খুব ধীরে ধীরে প্রবাহিত হয়, বা খুব ঠান্ডা, বা প্যাটার্নটি পূরণ করা খারাপ, তাই দৃ ified ় ধাতবটির জয়েন্টে গর্ত রয়েছে।
উন্নতি পদ্ধতি:
1। ঠান্ডা রেখাগুলি উন্নত করার পদ্ধতি হিসাবে একই।
2। গলিত তাপমাত্রা স্থিতিশীল কিনা তা পরীক্ষা করুন।
3। ছাঁচের তাপমাত্রা স্থিতিশীল কিনা তা পরীক্ষা করুন।
9)। বিভাজন পৃষ্ঠের গর্ত:
কারণ: এটি সঙ্কুচিত বা বায়ু গর্ত হতে পারে।
উন্নতি পদ্ধতি:
1। যদি এটি সঙ্কুচিত হয় তবে গেটের বেধ বা ওভারফ্লো ওয়েল ইনলেট বেধ হ্রাস করুন।
2। গেটটি শীতল করুন।
3। যদি এটি এয়ার গর্ত হয় তবে নিষ্কাশন বা এয়ার রোল সমস্যার দিকে মনোযোগ দিন।
10)। বার্স:
কারণ: 1। অপর্যাপ্ত ক্ল্যাম্পিং শক্তি।
2। দরিদ্র ছাঁচ ক্ল্যাম্পিং।
3। অপর্যাপ্ত ছাঁচ শক্তি।
4। খুব উচ্চ গলে তাপমাত্রা।
11)। সঙ্কুচিত:
কারণ: সঙ্কুচিত অংশের পৃষ্ঠের নীচে সঙ্কুচিত হয়।
উন্নতি পদ্ধতি:
1। সংকোচনের উন্নতির পদ্ধতি হিসাবে একই।
2। স্থানীয় কুলিং।
3। অন্যদিকে গরম করুন।
12)। কার্বন জমা:
কারণ: রিলিজ এজেন্ট বা অন্যান্য অমেধ্যগুলি ছাঁচের উপর জমা হয়।
উন্নতি পদ্ধতি:
1। রিলিজ এজেন্ট স্প্রে করা পরিমাণ হ্রাস করুন।
2। ছাঁচের তাপমাত্রা বাড়ান।
3। একটি উপযুক্ত রিলিজ এজেন্ট চয়ন করুন।
4 .. জল দিয়ে রিলিজ এজেন্টকে নরম পাতলা করুন।
13)। বুদবুদ:
কারণ: কাস্টিংয়ের পৃষ্ঠের নীচে গ্যাস রোল করে।
উন্নতি পদ্ধতি:
1। বায়ু রোলগুলি হ্রাস করুন (ছিদ্র হিসাবে একই)।
2। শীতল বা কম ছাঁচের তাপমাত্রা প্রতিরোধ করুন।
14)। স্টিকিং ছাঁচ:
কারণ: 1। দস্তা জমাগুলি ছাঁচের পৃষ্ঠকে মেনে চলে।
2। গলিত স্যুপ ছাঁচকে প্রভাবিত করে, ছাঁচের পৃষ্ঠের ক্ষতি করে।
উন্নতি পদ্ধতি:
1। ছাঁচের তাপমাত্রা হ্রাস করুন।
2। কাটা পৃষ্ঠের রুক্ষতা হ্রাস করুন।
3। খসড়া কোণ বাড়ান।
4। আবরণ।
5। ফিলিং মোড পরিবর্তন করুন।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি