

পিসি লেন্স ইনজেকশন ছাঁচ প্রক্রিয়া
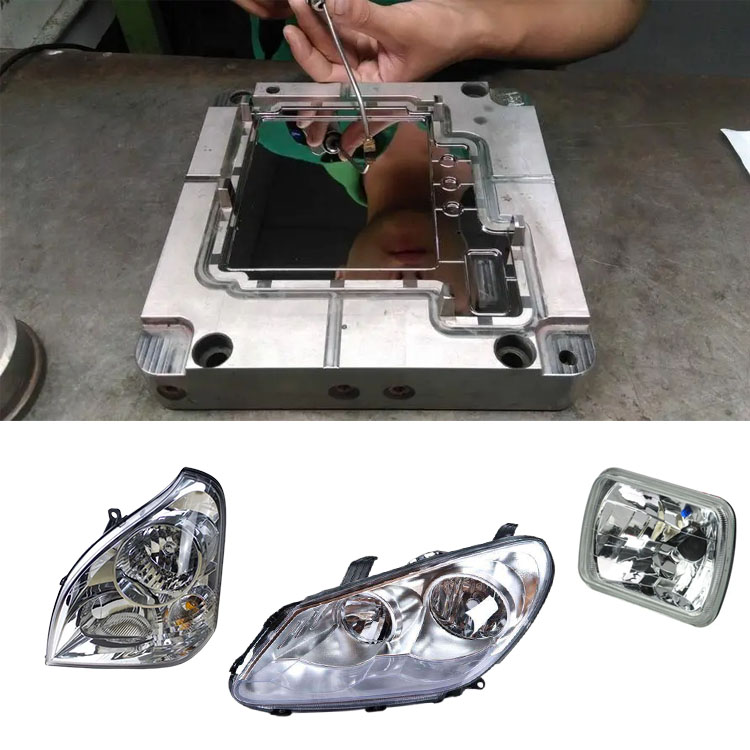
পিসি (পলিকার্বোনেট) লেন্স ইনজেকশন ছাঁচ প্রযুক্তি একটি উচ্চ-নির্ভুলতা অপটিক্যাল পণ্য ছাঁচনির্মাণ প্রক্রিয়া যা অত্যন্ত কঠোর ছাঁচ নকশা, উপাদান নির্বাচন এবং প্রক্রিয়া নিয়ন্ত্রণ প্রয়োজন। নিম্নলিখিতগুলি মূল প্রক্রিয়া পয়েন্টগুলি রয়েছে:
1। ছাঁচ ডিজাইন মূল পয়েন্টগুলি
উপাদান নির্বাচন
ছাঁচ স্টিলের জন্য উচ্চ কঠোরতা এবং উচ্চ পরিধানের প্রতিরোধের প্রয়োজন (যেমন এস 136, এইচ 13 ইত্যাদি), হালকা সংক্রমণকে প্রভাবিত করে এমন পৃষ্ঠের ত্রুটিগুলি এড়াতে আয়নাটি আরএ ≤ 0.01μm তে পালিশ করা হয়।
ক্রোম ধাতুপট্টাবৃত বা নিকেল-ফসফরাস লেপ জারা প্রতিরোধের এবং ছাঁচ রিলিজ বাড়িয়ে তুলতে পারে।
রানার এবং গেট ডিজাইন
হট রানার সিস্টেমগুলি ঠান্ডা উপাদান এবং শিয়ার তাপ দ্বারা সৃষ্ট উপাদান অবক্ষয় হ্রাস করতে পছন্দ করা হয়।
ওয়েল্ড চিহ্ন এবং প্রবাহের লাইনগুলি এড়াতে গেটিংয়ের অবস্থানগুলি অপটিক্যাল অঞ্চল (সাধারণত ফ্যান-আকৃতির বা পয়েন্ট গেটগুলি ব্যবহার করে) থেকে দূরে থাকা উচিত।
কুলিং সিস্টেম
একটি অভিন্ন বিন্যাস ব্যবহার করুন (কনফরমাল কুলিং চ্যানেলগুলি অনুকূল) এবং অসম সংকোচনের জন্য ± 1 ডিগ্রি সেন্টিগ্রেডের মধ্যে তাপমাত্রার পার্থক্য নিয়ন্ত্রণ করুন যা ওয়ার্পিং বা চাপ সৃষ্টি করতে পারে।
ভেন্টিং ডিজাইন
ভেন্টিং গ্রোভগুলি 0.01-0.02 মিমি গভীর হওয়া উচিত যাতে আটকা পড়া বাতাসকে বুদবুদ বা জ্বলতে বাধা দেয়।
2। ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া পরামিতি
শুকানো
হাইড্রোলাইসিস এবং এম্বিটমেন্ট রোধ করতে ≤0.02% এর আর্দ্রতার পরিমাণ সহ পিসির 4-6 ঘন্টা 120 ডিগ্রি সেন্টিগ্রেডে শুকানো দরকার।
গলে তাপমাত্রা
280-320 ° C (পিসি গ্রেডের উপর নির্ভর করে সমন্বিত)। উচ্চতর তাপমাত্রা অবক্ষয় হতে পারে, যখন নিম্ন তাপমাত্রার ফলে দুর্বল তরলতা হতে পারে।
ইনজেকশন চাপ এবং গতি
মাঝারি উচ্চ চাপ (80-120 এমপিএ) মাল্টি-স্টেজ ইনজেকশনটির সাথে মিলিত: উচ্চ-গতি ফিলিং ঠান্ডা স্লাগগুলি প্রতিরোধ করে, যখন শেষে একটি হ্রাস গতি অভ্যন্তরীণ চাপকে হ্রাস করে।
হোল্ডিং এবং কুলিং
হোল্ডিং চাপ ইনজেকশন চাপের 50-70%, এবং হোল্ডিং সময় প্রাচীরের বেধের ভিত্তিতে সামঞ্জস্য করা হয় (সাধারণত 10-30 সেকেন্ড)।
শীতল সময় পর্যাপ্ত নিরাময় নিশ্চিত করতে চক্রের কমপক্ষে 50% হিসাবে অ্যাকাউন্ট করা উচিত।
ছাঁচ তাপমাত্রা নিয়ন্ত্রণ
ছাঁচের তাপমাত্রা 80-110 ডিগ্রি সেন্টিগ্রেড হয়। উচ্চতর তাপমাত্রা ছাঁচের স্টিকিং হতে পারে, যখন নিম্ন তাপমাত্রা রুক্ষ পৃষ্ঠের ফলস্বরূপ হতে পারে।
3। পোস্ট-প্রসেসিং এবং পরিদর্শন
অ্যানিলিং
অভ্যন্তরীণ চাপ দূর করতে এবং মাত্রিক স্থিতিশীলতা উন্নত করতে 2-4 ঘন্টা 110-130 ডিগ্রি সেন্টিগ্রেডে অ্যানিয়েল।
পৃষ্ঠের আবরণ
হার্ড লেপগুলি (যেমন সিও ₂) ঘর্ষণ প্রতিরোধের বাড়ায়, যখন অ্যান্টি-রিফ্লেক্টিভ লেপগুলি অপটিক্যাল পারফরম্যান্সকে উন্নত করে।
গুণমান পরিদর্শন
অপটিকাল বৈশিষ্ট্য: ট্রান্সমিট্যান্স (≥90%), রিফেক্টিভ সূচক এবং অ্যাবে সংখ্যা।
যান্ত্রিক বৈশিষ্ট্য: প্রভাব প্রতিরোধের (পিসির জন্য সাধারণ মান: ≥60 কেজে/এম²), কঠোরতা।
ত্রুটি পরিদর্শন: বুদবুদ, রেখা এবং অমেধ্য (100% পরিদর্শন)।
4। সাধারণ সমস্যা এবং সমাধান
পৃষ্ঠের রূপালী রেখা: আর্দ্রতা বা অবক্ষয়; কঠোর শুকনো এবং গলিত তাপমাত্রা হ্রাস করার পরামর্শ দেওয়া হয়।
বুদবুদ: দুর্বল ভেন্টিং বা অপর্যাপ্ত হোল্ডিং চাপ; ভেন্টিংকে অনুকূল করুন এবং হোল্ডিং চাপ বাড়ান।
ওয়ার্প: অসম শীতল বা স্ট্রেস ঘনত্ব; ছাঁচের তাপমাত্রা সামঞ্জস্য করুন এবং গেটের অবস্থানটি অনুকূল করুন।
অপটিক্যাল বিকৃতি: অপর্যাপ্ত ছাঁচ পলিশিং বা অসম সংকোচনের; কুলিং সিস্টেমটি পুনরায় পালিশ এবং উন্নত করুন।
পিসি (পলিকার্বোনেট) লেন্সগুলির জন্য ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিতে অপটিক্যাল বৈশিষ্ট্যগুলি (যেমন স্বচ্ছতা এবং রিফেক্টিভ সূচক হিসাবে) এবং যান্ত্রিক বৈশিষ্ট্যগুলি (যেমন প্রভাব প্রতিরোধের এবং ঘর্ষণ প্রতিরোধের) মান পূরণ করে তা নিশ্চিত করার জন্য যথার্থ ছাঁচ নকশা, কঠোর প্রক্রিয়া প্যারামিটার নিয়ন্ত্রণ এবং পোস্ট-প্রসেসিং জড়িত। নিম্নলিখিতটি একটি বিশদ প্রক্রিয়া প্রবাহ:
1। কাঁচামাল pretreatment
শুকানো
পিসির শক্তিশালী হাইড্রোস্কোপিসিটি রয়েছে এবং 4-6 ঘন্টা (কণার আকার এবং আর্দ্রতা অনুসারে সামঞ্জস্য করা) 120 at এ শুকানো দরকার এবং আর্দ্রতার পরিমাণ অবশ্যই ≤0.02%হতে হবে।
গৌণ আর্দ্রতা শোষণ এড়াতে একটি ডিহমিডিফাইং ড্রায়ার ব্যবহার করুন (প্রস্তাবিত শিশির পয়েন্ট ≤-40 ℃)।
রঙ ম্যাচিং (al চ্ছিক)
যদি রঞ্জনের প্রয়োজন হয় তবে ট্রান্সমিট্যান্সকে প্রভাবিত করে এমন অমেধ্য এড়াতে অপটিক্যাল গ্রেড মাস্টারব্যাচ ব্যবহার করা উচিত।
2। ইনজেকশন ছাঁচনির্মাণ পর্যায়
(1) গলে প্লাস্টিকাইজেশন
তাপমাত্রা নিয়ন্ত্রণ
ব্যারেল সেগমেন্ট হিটিং: রিয়ার বিভাগ (240-260 ℃) → মাঝারি বিভাগ (270-290 ℃) → সামনের বিভাগ (280-320 ℃) স্থানীয় অতিরিক্ত উত্তাপ এবং পিসি অবক্ষয় এড়াতে।
শিয়ার তাপের কারণে আণবিক চেইন ভাঙ্গন হ্রাস করতে গতি ≤80 আরপিএম স্ক্রু করুন।
(2) ইনজেকশন ছাঁচনির্মাণ
মাল্টি-স্টেজ ইনজেকশন
প্রথম পর্যায়ে: উচ্চ-গতির ফিলিং (ঠান্ডা উপাদান রোধ করতে), ইনজেকশন গতি সর্বোচ্চ গতির 50-80%।
দ্বিতীয় পর্যায়ে: ওয়েল্ড চিহ্ন এবং অভ্যন্তরীণ চাপ কমাতে গতি 20-30% এ হ্রাস করুন।
চাপ: ইনজেকশন চাপ 80-120 এমপিএ, চাপ 40-60 এমপিএ (সঙ্কুচিত বজায় রাখতে) চাপ।
ছাঁচ তাপমাত্রা নিয়ন্ত্রণ
ছাঁচ তাপমাত্রা 80-110 ℃, তেল তাপমাত্রা নিয়ামক বা উচ্চ-নির্ভুলতা ছাঁচ তাপমাত্রা নিয়ামক ব্যবহার করে, তাপমাত্রার পার্থক্য ± 1 ℃ এর মধ্যে ℃
(3) চাপ এবং শীতল হোল্ডিং
চাপের সময় হোল্ডিং সময়: 10-30 সেকেন্ড (প্রাচীরের বেধ অনুসারে সামঞ্জস্য করা হয়, সাধারণত 1 মিমি বেধ হিসাবে অনুমান করা হয় ≈ 1 সেকেন্ড)।
শীতল সময়: লেন্সটি পুরোপুরি নিরাময় হয়েছে তা নিশ্চিত করার জন্য মোট চক্রের 50% এরও বেশি (সাধারণত 20-60 সেকেন্ড)।
(4) ডেমোল্ডিং
সাদা বা স্ক্র্যাচগুলি এড়াতে ইজেকশন সিস্টেমটি স্থিতিশীল হওয়া দরকার (যেমন বায়ুসংক্রান্ত ইজেকশন বা সার্ভো ইজেক্টর)।
ডেমোল্ডিং ope ালু ≥1 °, এবং প্রয়োজনে একটি রিলিজ এজেন্ট স্প্রে করা হয় (এটি পরবর্তী আবরণকে প্রভাবিত করবে না)।
3। প্রসেসিং পোস্ট প্রক্রিয়া
(1) অ্যানিলিং চিকিত্সা
শর্তাদি: 2-4 ঘন্টা 110-130 at এ একটি চুলায় অ্যানিয়েল এবং আস্তে আস্তে ঘরের তাপমাত্রায় শীতল।
উদ্দেশ্য: অভ্যন্তরীণ চাপ দূর করুন এবং পরবর্তী বিকৃতি বা অপটিক্যাল বিকৃতি হ্রাস করুন।
(২) পৃষ্ঠের চিকিত্সা
হার্ড লেপ: ভ্যাকুয়াম লেপ (যেমন সিও, টিন) এর মাধ্যমে পৃষ্ঠের কঠোরতা (4 ঘন্টা বা তার বেশি পর্যন্ত) উন্নত করুন।
অ্যান্টি-রিফ্লেক্টিভ লেপ: মাল্টি-লেয়ার লেপ (এমজিএফ ₂ ইত্যাদি) ঝলক হ্রাস করে এবং হালকা সংক্রমণকে 99%এরও বেশি বাড়িয়ে তোলে।
(3) পরিষ্কার এবং পরিদর্শন
আল্ট্রাসোনিক ক্লিনিং ধুলা-মুক্ত কর্মশালার পরিবেশ ব্যবহার করে রিলিজ এজেন্ট এবং ধূলিকণা সরিয়ে দেয়।
100% পূর্ণ পরিদর্শন: ট্রান্সমিট্যান্স (স্পেকট্রোফোটোমিটার), পৃষ্ঠের ত্রুটিগুলি (স্বয়ংক্রিয় অপটিক্যাল পরিদর্শন এওআই), মাত্রিক নির্ভুলতা (ত্রি-মাত্রিক পরিমাপ)।
অনুসন্ধান পাঠান


X
আমরা আপনাকে একটি ভাল ব্রাউজিং অভিজ্ঞতা দিতে, সাইটের ট্র্যাফিক বিশ্লেষণ করতে এবং সামগ্রী ব্যক্তিগতকৃত করতে কুকিজ ব্যবহার করি। এই সাইটটি ব্যবহার করে, আপনি আমাদের কুকিজ ব্যবহারে সম্মত হন।
গোপনীয়তা নীতি