পণ্য
- কোর কাস্টমাইজেশন পরিষেবা
- স্বাস্থ্য পরিচর্যা
- ইলেকট্রনিক যন্ত্রপাতি এবং যন্ত্র
- মা ও শিশু সরবরাহ ছাঁচ
- বিনোদনমূলক খেলাধুলা
- হোম ফার্নিশিং আর্ট
- অটো আনুষাঙ্গিক
- পরিবহন এবং গুদামজাতকরণ
- লাইটিং ফিক্সচার
- নির্মাণ সরঞ্জাম
- প্যাকেজিং পণ্য
- শিক্ষাগত ও পরীক্ষাগার
- পোশাক লাগেজ আনুষাঙ্গিক
- যত্ন এবং পরিষ্কারের পণ্য
- কৃষি ও বনায়ন
- যান্ত্রিক সরঞ্জাম
- পোষা প্রাণী সরবরাহ
- রান্নাঘরের জিনিসপত্র








এয়ার ফ্রায়ার ছাঁচনির্মাণ
নিংবো (পিএন্ডএম) প্লাস্টিক মেটাল প্রোডাক্টস কোং, লিমিটেডের 17 বছরের ছাঁচ উত্পাদন প্রযুক্তি রয়েছে এবং এয়ার ফ্রায়ার ছাঁচনির্মাণ মোল্ডিং কাস্টমাইজ করতে পারে। আমরা পেশাদার কাস্টমাইজড এয়ার ফ্রায়ার ছাঁচনির্মাণ পরিষেবা সরবরাহ করি এবং আমরা একটি পেশাদার এয়ার ফ্রায়ার ছাঁচনির্মাণ প্রস্তুতকারক। পণ্যের কাঁচামাল এবং ছাঁচের উপকরণ নির্বাচন করার ক্ষেত্রে আমাদের যথেষ্ট অভিজ্ঞতা রয়েছে। এয়ার ফ্রায়ার ছাঁচনির্মাণ ছাঁচনির্মাণ কাস্টমাইজ করার প্রক্রিয়ার মধ্যে, আমাদের কারখানা এক-স্টপ পরিষেবা প্রদান করতে পারে। আমাদের এয়ার ফ্রায়ার ছাঁচনির্মাণ ছাঁচনির্মাণ সম্পর্কিত নকশা এবং উত্পাদন ক্ষমতা রয়েছে, যেমন: CAD নকশা, ছাঁচ উত্পাদন, ইনজেকশন ছাঁচনির্মাণ, প্লাস্টিক পণ্য উত্পাদন, সমাবেশ এবং অন্যান্য প্রযুক্তি।
অনুসন্ধান পাঠান
পণ্যের বর্ণনা
উপরন্তু, আমাদের কোম্পানি প্লাস্টিকের কাঁচামাল সরবরাহকারী, মুদ্রণ প্রস্তুতকারক, ইত্যাদির সাথে কাঁচামাল সরবরাহ এবং মুদ্রণের গুণমান নিশ্চিত করতে সমবায় সম্পর্ক স্থাপন করেছে। আমাদের সমৃদ্ধ অভিজ্ঞতা এবং নিখুঁত সরবরাহ শৃঙ্খলের মাধ্যমে, আমাদের কোম্পানি গ্রাহকদের তাদের নির্দিষ্ট চাহিদা মেটাতে উচ্চ-মানের কাস্টমাইজড এয়ার ফ্রায়ার ছাঁচনির্মাণ পণ্য সরবরাহ করতে পারে। একই সময়ে, আমাদের কাছে 10 বছরের পেশাদার বিদেশী বাণিজ্য পরিষেবার অভিজ্ঞতা রয়েছে, বিদেশী বাণিজ্য প্রক্রিয়া বুঝতে এবং আমাদের গ্রাহকদের আরও ভালভাবে পরিবেশন করতে পারি। এয়ার ফ্রায়ার ছাঁচনির্মাণ পণ্যগুলির জন্য, আমরা সংশ্লিষ্ট প্লাস্টিকের অংশগুলি তৈরি করতে পারি, যা প্রধানত ইনজেকশন ছাঁচের মাধ্যমে করা হয়।




একটি এয়ার ফ্রায়ারের প্লাস্টিক হাউজিং গৃহস্থালী যন্ত্রপাতিগুলির জন্য একটি সাধারণ কাঠামোগত উপাদান গঠন করে, যা একটি তাপের উত্সের কাছাকাছি এটির ক্রিয়াকলাপ এবং উচ্চ-তাপমাত্রার বিকিরণ এবং বিকল্প তাপচক্রের এক্সপোজার দ্বারা চিহ্নিত করা হয়। মূল উপাদানগুলির মধ্যে রয়েছে উপরের হাউজিং, লোয়ার বেস, হট এয়ার চেম্বার কভার, কন্ট্রোল প্যানেল, হ্যান্ডেল, তেল ড্রিপ ট্রে বন্ধনী, তাপমাত্রা নিয়ন্ত্রণ বন্ধনী এবং এয়ার আউটলেট গ্রিল। অভ্যন্তরীণ অপারেটিং তাপমাত্রা সম্ভাব্যভাবে 200 ডিগ্রি সেলসিয়াস অতিক্রম করে, আবাসনটি দীর্ঘায়িত উচ্চ-তাপমাত্রার বিকিরণ এবং গরম বাতাসের প্রতিবন্ধকতার শিকার হয়। ফলস্বরূপ, এটি অবশ্যই শিখা প্রতিবন্ধকতা, তাপ প্রতিরোধের (বিকৃতি ছাড়া), মাত্রিক স্থিতিশীলতা, উচ্চ-চকচকে নান্দনিকতা এবং অ-বিষাক্ত সুরক্ষা সম্পর্কিত কঠোর প্রয়োজনীয়তাগুলি পূরণ করতে হবে - এটির ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়াটিকে স্ট্যান্ডার্ড হোম অ্যাপ্লায়েন্স হাউজিংয়ের তুলনায় উল্লেখযোগ্যভাবে আরও চ্যালেঞ্জিং করে তোলে। সমালোচনামূলক ছাঁচনির্মাণ বিবেচনাগুলি উচ্চ-তাপমাত্রার প্রতিরোধ, তাপীয় বিকৃতির প্রতিরোধ, শিখা-প্রতিরোধী নিরাপত্তা, নিম্ন অভ্যন্তরীণ চাপ এবং মাত্রিক স্থিতিশীলতার চারপাশে আবর্তিত হয়, যেমনটি নীচে বিশদভাবে বলা হয়েছে।
উপাদান নির্বাচন উচ্চ-তাপমাত্রা প্রতিরোধ, বার্ধক্য প্রতিরোধ, উচ্চ অনমনীয়তা এবং শিখা প্রতিবন্ধকতাকে অগ্রাধিকার দেয়। মুখ্য হাউজিং বডি, উপরের কভার এবং হ্যান্ডেলের মতো উন্মুক্ত উপাদানগুলি-সাধারণত তাপ-প্রতিরোধী ABS, তাপ-প্রতিরোধী পরিবর্তিত পিপি, বা গ্লাস-ফাইবার-রিইনফোর্সড পিপি ব্যবহার করে। দীর্ঘস্থায়ী তাপীয় এক্সপোজারের অধীনে নরম হওয়া, বিকৃত হওয়া বা হলুদ হওয়া রোধ করতে এই উপকরণগুলির 110-135 ডিগ্রি সেলসিয়াসের তাপ প্রতিরোধের রেটিং প্রয়োজন। তাপ-প্রতিরোধী ABS উচ্চ সারফেস গ্লস, চমৎকার অনমনীয়তা, এবং রঙের মিলের সহজতা প্রদান করে, এটি উচ্চ-সম্পন্ন মডেলের নান্দনিক উপাদানগুলির জন্য আদর্শ করে তোলে; বিপরীতভাবে, PP এর কম খরচ, উচ্চতর দৃঢ়তা এবং ভারসাম্যপূর্ণ তাপীয় বৈশিষ্ট্যের কারণে বেস, বন্ধনী এবং কভারের জন্য পছন্দ করা হয়। লোড-বহনকারী নির্ভুল উপাদানগুলি - যেমন কন্ট্রোল প্যানেল, উইন্ডো ফ্রেম দেখা এবং মোটর বন্ধনী - প্রায়শই PC/ABS মিশ্রণ বা শক্তিশালী PA66 নিয়োগ করে। PC/ABS উচ্চতর তাপ প্রতিরোধের এবং ক্রীপ প্রতিরোধের অফার করে, যার ফলে বর্ধিত মাত্রিক স্থিতিশীলতা; PA66 উচ্চ শক্তি এবং ক্লান্তি প্রতিরোধের প্রদান করে, এটি টেকসই যান্ত্রিক চাপের অধীনে থাকা কাঠামোগত অ্যাপ্লিকেশনগুলির জন্য উপযুক্ত করে তোলে। উচ্চ-তাপমাত্রা অঞ্চলে অবস্থিত উপাদানগুলির জন্য - যেমন গরম বায়ু চেম্বার বা এয়ার আউটলেটের কাছাকাছি - তাপ-প্রতিরোধী PP বা গ্লাস-ফাইবার-রিইনফোর্সড উপকরণগুলিকে অগ্রাধিকার দেওয়া হয় যাতে তাপীয় বিকৃতি রোধ করা যায় যা আলগা সমাবেশ বা ফাঁক প্রশস্ত করতে পারে। যেহেতু এয়ার ফ্রায়ার একটি বৈদ্যুতিকভাবে উত্তপ্ত যন্ত্র, তাই সমস্ত প্লাস্টিকের উপাদানগুলিকে অবশ্যই UL94 V-0 শিখা প্রতিরোধের মান পূরণ করতে হবে যাতে উচ্চ তাপমাত্রার সাথে সম্পর্কিত অগ্নি ঝুঁকি প্রশমিত হয়। তদ্ব্যতীত, অভ্যন্তরীণ গহ্বরের মধ্যে সঞ্চালিত গরম বাতাসের সংস্পর্শে আসা উপাদানগুলিকে অবশ্যই কম গন্ধ এবং ন্যূনতম উদ্বায়ী জৈব যৌগ (VOC) নির্গমন বৈশিষ্ট্যগুলি প্রদর্শন করতে হবে যাতে অপারেশন চলাকালীন অপ্রীতিকর গন্ধ তৈরি করা রোধ করা যায়। কাঁচামাল প্রিট্রিটমেন্ট সম্পর্কে: ABS, PC/ABS, এবং PA66 শক্তিশালী হাইগ্রোস্কোপিসিটি প্রদর্শন করে; তাই, আর্দ্রতার পরিমাণ 0.03% এর নিচে কমাতে 3-4 ঘন্টার জন্য তাদের 80-90°C তাপমাত্রায় শুকানোর প্রয়োজন হয়, যার ফলে ছাঁচনির্মাণের সময় রূপালী রেখা, বুদবুদ বা প্রবাহের চিহ্ন তৈরি হওয়া রোধ হয়। পিপি, বিপরীতভাবে, কম হাইগ্রোস্কোপিসিটি আছে এবং ব্যাপক শুকানোর প্রয়োজন হয় না; আর্দ্র পরিবেশে, এক ঘন্টার জন্য 70 ডিগ্রি সেলসিয়াসে একটি সাধারণ প্রিহিটিং যথেষ্ট।
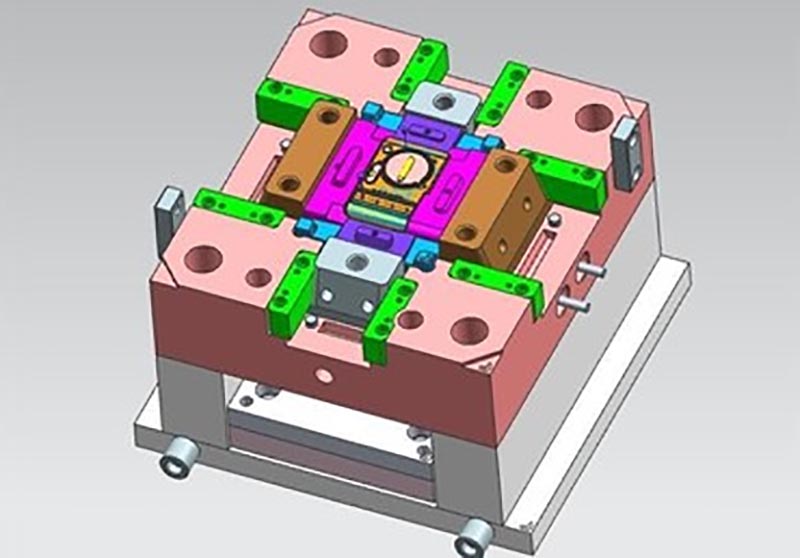
ছাঁচ নকশা প্রাথমিকভাবে তাপীয় বিকৃতি, বৃহৎ সমতল পৃষ্ঠের ওয়ারিং, এবং গভীর গহ্বর ভরাট এবং ধ্বংসের সাথে সম্পর্কিত সমস্যাগুলির সমাধানের উপর দৃষ্টি নিবদ্ধ করে। এয়ার ফ্রায়ার হাউজিংগুলিতে সাধারণত গভীর গহ্বর, বড় সমতল পৃষ্ঠ, অসংখ্য রিইনফোর্সিং রিব এবং একাধিক অ্যাসেম্বলি স্ন্যাপ-ফিট থাকে। বিভাজন রেখাটি সর্বাধিক কনট্যুর বরাবর অবস্থান করা হয় - কৌশলগতভাবে নান্দনিক পৃষ্ঠগুলি এড়িয়ে যায় - এবং ফ্ল্যাশ এবং burrs কমাতে 0.02 মিমি এর মধ্যে ছাঁচ বন্ধ-অফ ক্লিয়ারেন্স বজায় রাখা হয়। ছাঁচের গহ্বর এবং কোরটি প্রাক-কঠিন ইস্পাত গ্রেড (যেমন 718 বা S136) থেকে তৈরি করা হয় এবং রা 0.02–0.05 μm পৃষ্ঠের রুক্ষতায় পালিশ করা হয়; এটি নিশ্চিত করে যে হাউজিংটি একটি অভিন্ন চকচকে ধারণ করে, ওয়েল্ড লাইন মুক্ত এবং পরিষ্কার করা সহজ। বৃহৎ সমতল পৃষ্ঠের আবাসনগুলির জন্য, তাপের এক্সপোজারের কারণে সিঙ্কের চিহ্ন এবং ওয়ারিং প্রতিরোধ করার জন্য মূল প্রাচীরের 50-60% পুরুত্বের সমান পুরুত্বের সাথে রিইনফোর্সিং পাঁজরগুলিকে কৌশলগতভাবে সাজাতে হবে। সুরক্ষিত এবং স্থিতিশীল সমাবেশ নিশ্চিত করতে অ্যাসেম্বলি হোল, লোকেটিং পোস্ট এবং স্ন্যাপ-ফিট বৈশিষ্ট্যগুলির জন্য নির্ভুল মেশিনিং প্রয়োজন, যেখানে মাত্রিক সহনশীলতা ±0.05–0.1 মিমি নিয়ন্ত্রিত হয়। ছাঁচের মাত্রা অবশ্যই উপাদানের সংকোচনের হারের উপর ভিত্তি করে ক্ষতিপূরণ দিতে হবে—সাধারণত ABS-এর জন্য 0.5–0.7% এবং PP-এর জন্য 1.2–1.8%—উচ্চ তাপমাত্রায় দীর্ঘায়িত ব্যবহারের পরে অত্যধিক ফাঁক তৈরি হওয়া রোধ করতে।
গেটিং সিস্টেমের জন্য, পিন-পয়েন্ট গেটের মাধ্যমে হট রানার বা মাল্টি-পয়েন্ট গেটিংকে অগ্রাধিকার দেওয়া হয়। বৃহত্তর আবাসনগুলির জন্য, একটি সুষম দ্বৈত- বা ট্রিপল-পয়েন্ট গেটিং কনফিগারেশন প্রবাহের পথকে সংক্ষিপ্ত করতে এবং ওয়েল্ড লাইন এবং অভ্যন্তরীণ চাপ কমানোর জন্য নিযুক্ত করা হয়। গেটের ধরনটি সাধারণত একটি সাবমেরিন গেট বা পাশের গেট, পণ্যের নান্দনিক চেহারার সাথে আপস না করার জন্য বিচক্ষণতার সাথে অবস্থান করা হয়। কুলিং সিস্টেমটি অত্যন্ত গুরুত্বপূর্ণ; গভীর-গহ্বর এবং পুরু-প্রাচীরযুক্ত এলাকায় বর্ধিত ঘনত্ব সহ, জলের চ্যানেলগুলি ছাঁচের গহ্বর জুড়ে সমানভাবে বিতরণ করা হয়। ছাঁচের তাপমাত্রার ওঠানামা কঠোরভাবে ±3°C এর মধ্যে নিয়ন্ত্রিত হয় যাতে অভিন্ন শীতলতা নিশ্চিত করা যায়, যার ফলে অভ্যন্তরীণ চাপ কমানো যায় এবং ওয়ারিং প্রতিরোধ করা হয়। বায়ুচলাচল নকশা বিশেষ জোর প্রয়োজন; 0.02-0.03 মিমি পরিমাপের ভেন্ট স্লটগুলি গভীর গহ্বরের শেষ প্রান্তে, পাঁজরের ঘাঁটি এবং কোণে আটকে থাকা বায়ু পোড়ার চিহ্ন, ছোট শট এবং শূন্যতা রোধ করতে অন্তর্ভুক্ত করা উচিত। আন্ডারকাট বৈশিষ্ট্যগুলির জন্য - যেমন হ্যান্ডলগুলি এবং এয়ার আউটলেট গ্রিলস - স্লাইডার বা কোণ ইজেক্টরগুলিকে মসৃণ ডিমোল্ডিং নিশ্চিত করতে, টেনে আনার চিহ্ন বা স্ট্রেস হোয়াইনিং এড়ানোর জন্য কোর টানার জন্য ব্যবহার করা উচিত।
ইনজেকশন ছাঁচনির্মাণ প্রক্রিয়া তাপ স্থিতিশীলতা, বিকৃতি প্রতিরোধ, কম অভ্যন্তরীণ চাপ, এবং একটি উচ্চ-চকচকে পৃষ্ঠ ফিনিস লক্ষ্য করে। ইকুইপমেন্ট বাছাইয়ে 160 থেকে 500 টন পর্যন্ত ইনজেকশন ছাঁচনির্মাণ মেশিন জড়িত থাকে, যার মধ্যে একটি ইনজেকশন ভলিউম পণ্যের ওজনের 1.2 থেকে 1.5 গুণ সেট করা হয় যাতে পুঙ্খানুপুঙ্খভাবে প্লাস্টিকাইজেশন এবং স্থিতিশীল ইনজেকশন নিশ্চিত করা যায়। তাপমাত্রা সেটিংস ভাগ করা হয়: তাপ-প্রতিরোধী ABS-এর জন্য, পৃষ্ঠের গুণমান উন্নত করতে এবং অভ্যন্তরীণ চাপ কমাতে ব্যারেল তাপমাত্রা 230-265°C এবং ছাঁচের তাপমাত্রা 60-80°C সেট করা হয়; PP-এর জন্য, ব্যারেল 190-225°C এবং ছাঁচ 40-65°C-তে স্ফটিক সংকোচনের ভারসাম্য বজায় রাখে এবং তাপীয় বিকৃতি কমিয়ে দেয়; এবং PC/ABS-এর জন্য, ব্যারেলটি 240-275°C এবং ছাঁচটি 70-90°C-এ থাকে মাত্রিক স্থিতিশীলতা উন্নত করতে। ইনজেকশনের গতি পর্যায়ক্রমে নিয়ন্ত্রিত হয়: প্রাথমিক কম গতি জেটিং প্রতিরোধ করে; একটি মাঝারি-গতির ফেজ প্রধান শরীর পূরণ করে; এবং একটি চূড়ান্ত নিম্ন-গতির পর্যায় আটকে থাকা বাতাস এবং ফ্ল্যাশ প্রতিরোধ করার জন্য অবিচলিত চাপ প্রয়োগ করে।
ইনজেকশন চাপ 85 এবং 140 MPa এর মধ্যে সেট করা হয়, প্রাচীরের বেধ এবং কাঠামোগত জটিলতার উপর নির্ভর করে, গভীর গহ্বর এবং পাতলা-প্রাচীরের অংশগুলির জন্য উপযুক্ত বৃদ্ধি সহ। হোল্ডিং চাপ ইনজেকশন চাপের 60%-80% এ সেট করা হয়, 12-25 সেকেন্ডের একটি হোল্ডিং টাইম, বিশেষত পুরু-প্রাচীরের অংশ এবং সমাবেশের বৈশিষ্ট্যগুলির সংকোচনের জন্য ক্ষতিপূরণ দেওয়ার জন্য, যার ফলে সিঙ্কের চিহ্ন এবং বিষণ্নতা দূর হয়। গলিত একজাতীয়তা উন্নত করতে এবং রঙের বৈচিত্র্য বা স্ট্রিকিং প্রতিরোধ করতে পিঠের চাপ 3-8 MPa এ বজায় রাখা হয়। কুলিং টাইম 25 থেকে 45 সেকেন্ডের মধ্যে নিয়ন্ত্রিত হয়, দেয়ালের বেধের উপর নির্ভর করে, নিশ্চিত করার জন্য যে পণ্যটি ইজেকশনের আগে সম্পূর্ণরূপে শক্ত হয়েছে, যার ফলে বিকৃতি বা ছাঁচে আটকে যাওয়া রোধ করা যায়। ইজেকশন একটি সম্মিলিত ইজেক্টর প্লেট এবং পিন সিস্টেম ব্যবহার করে অভিন্ন বল বন্টন নিশ্চিত করতে, বড় সমতল পৃষ্ঠে চাপ সাদা বা পিন চিহ্ন প্রতিরোধ করে।
পোস্ট-প্রসেসিং এবং গুণমান পরিদর্শন পদ্ধতিগুলি বৈদ্যুতিক হোম অ্যাপ্লায়েন্সের নিরাপত্তার মান অনুযায়ী কঠোরভাবে পরিচালিত হয়। ছাঁচনির্মাণ প্রক্রিয়া অনুসরণ করে, গেট, ফ্ল্যাশ এবং burrs সাবধানে সরানো হয়। প্রসাধনী অংশগুলি গ্লস, রঙের বিচ্যুতি, স্ক্র্যাচ এবং ওয়েল্ড লাইনের জন্য পরিদর্শন করে; কাঠামোগত অংশগুলি মাত্রা, স্ন্যাপ-ফিট শক্তি এবং মাউন্টিং হোলের ব্যবধানের জন্য পরীক্ষা করা হয়। মূল নির্ভরযোগ্যতা পরীক্ষাগুলির মধ্যে রয়েছে: উচ্চ-তাপমাত্রা প্রতিরোধের পরীক্ষা (কোমল, বিকৃতি বা হলুদ ছাড়া 2-4 ঘন্টার জন্য 110-130°C পরিবেশে এক্সপোজার সহও); শিখা প্রতিবন্ধকতা পরীক্ষা (ভি-0 রেটিং পূরণ করা, শিখা থেকে অপসারণের সাথে সাথে স্ব-নির্বাপণ); এবং তাপ বার্ধক্য প্রতিরোধের পরীক্ষা (ক্র্যাকিং বা বিবর্ণতা ছাড়াই দীর্ঘমেয়াদী তাপ সাইক্লিং সহ)। অভ্যন্তরীণ গহ্বরের কাছাকাছি অবস্থিত উপাদানগুলি অপ্রীতিকর গন্ধ বা বিষাক্ত অফ-গ্যাসিংয়ের অনুপস্থিতি নিশ্চিত করতে অবশ্যই গন্ধ পরীক্ষা করতে হবে।
সাধারণ ত্রুটির প্রতিরোধ ও নিয়ন্ত্রণ সম্পর্কে: শেল ওয়ারিং এবং বিকৃতি প্রায়শই অসম শীতলতা, অনুপযুক্ত ছাঁচের তাপমাত্রা বা অতিরিক্ত অভ্যন্তরীণ চাপের কারণে ঘটে; প্রতিকারের মধ্যে রয়েছে কুলিং চ্যানেল লেআউট অপ্টিমাইজ করা, শীতল হওয়ার সময় বাড়ানো এবং হোল্ডিং প্রেসার সামঞ্জস্য করা। অত্যধিক পুরু পাঁজর বা অপর্যাপ্ত ধারণ চাপের ফলে সিঙ্কের চিহ্ন এবং বিষণ্নতা; সমাধানগুলির জন্য কাঠামোগত অপ্টিমাইজেশান এবং হোল্ডিং প্রেসার বৃদ্ধি প্রয়োজন। ঝলসে যাওয়া এবং গ্যাসের চিহ্নগুলি দুর্বল বায়ুচলাচল থেকে উদ্ভূত হয়; এর জন্য ভেন্ট চ্যানেলগুলি পরিষ্কার করা এবং চূড়ান্ত ফিলিং পর্যায়ে ইনজেকশনের গতি হ্রাস করা প্রয়োজন। কাঁচামালের আর্দ্রতার কারণে রূপালী রেখা এবং পৃষ্ঠের অস্পষ্টতা ঘটে; কঠোর শুকানোর প্রোটোকল অবশ্যই প্রয়োগ করতে হবে। অপর্যাপ্ত ক্ল্যাম্পিং বল বা ছাঁচ পরিধানের ফলে ফ্ল্যাশ এবং burrs; সমাধানগুলির মধ্যে ক্ল্যাম্পিং ফোর্স বাড়ানো এবং ছাঁচের বিভাজন লাইনগুলি মেরামত করা জড়িত। অবশেষে, উচ্চ-তাপমাত্রার অবস্থার অধীনে হলুদ এবং ক্র্যাকিংয়ের জন্য উপাদানের একটি উচ্চ তাপ-প্রতিরোধী গ্রেডে স্যুইচ করা এবং ছাঁচনির্মাণের প্রক্রিয়া চলাকালীন অভ্যন্তরীণ চাপ কমানো প্রয়োজন।
সামগ্রিকভাবে, প্লাস্টিকের এয়ার ফ্রায়ার হাউজিংয়ের ইনজেকশন ছাঁচনির্মাণের মূল অগ্রাধিকারগুলি হল উচ্চ-তাপমাত্রার বিকৃতি প্রতিরোধ, শিখা প্রতিবন্ধকতা এবং সুরক্ষা, কম অভ্যন্তরীণ চাপ, মাত্রিক স্থিতিশীলতা এবং একটি উচ্চ-গ্লস নান্দনিক ফিনিস। সমগ্র প্রক্রিয়া জুড়ে সূক্ষ্ম নিয়ন্ত্রণের মাধ্যমে — অন্তর্ভুক্ত উপকরণ, ছাঁচ নকশা, প্রক্রিয়াকরণের পরামিতি এবং গুণমান পরিদর্শন — হাউজিং তার মাত্রিক স্থিতিশীলতা বজায় রাখতে পারে, ফাটল এবং হলুদ থেকে মুক্ত থাকতে পারে এবং উচ্চ-তাপমাত্রার বিকিরণ এবং বিকল্প গরম/ঠান্ডা পরিবেশের দ্বারা, নিরাপত্তা এবং নিরাপত্তার দ্বারা দীর্ঘায়িত এক্সপোজারের মধ্যেও বিকৃতি প্রতিরোধ করতে পারে। এয়ার ফ্রায়ারের নান্দনিক প্রয়োজনীয়তা।
আমরা একটি এয়ার ফ্রায়ার ছাঁচনির্মাণ প্রস্তুতকারক, উচ্চ মানের এয়ার ফ্রায়ার ছাঁচনির্মাণ ছাঁচনির্মাণ উত্পাদন প্রদান করে। যতক্ষণ না আপনি এয়ার ফ্রায়ার ছাঁচনির্মাণ ছাঁচনির্মাণ পণ্য কাস্টমাইজ/বিকাশ করতে চান, আপনি আমাদের খুঁজে পেতে পারেন। আমাদের কাছে পেশাদার ইনজেকশন ছাঁচ নকশা এবং পরিপক্ক উত্পাদন প্রযুক্তি রয়েছে, আপনাকে পণ্য ডিজাইন-ছাঁচ তৈরি-পণ্য উত্পাদন-পণ্য প্যাকেজিং-পণ্য পরিবহন থেকে এক-স্টপ পরিষেবা সরবরাহ করে, আমরা আপনাকে প্রতিটি লিঙ্কে সহায়তা করতে পারি। যতক্ষণ আপনি আমাদের কাছে আসবেন, আমরা আপনাকে চূড়ান্ত পরিষেবা সরবরাহ করব এবং পণ্যের গুণমান, উৎপাদন সময়, তথ্য সংলাপ ইত্যাদির ক্ষেত্রে আপনাকে সন্তুষ্ট করব।
|
পণ্যের নাম |
ট্রেডমিল ছাঁচনির্মাণ |
|
প্লিজ প্রদান করুন |
2D, 3D, নমুনা, বা এর আকার বহু-কোণ ছবি |
|
ছাঁচ সময় |
20-35 দিন |
|
পণ্য সময় |
7-15 দিন |
|
ছাঁচ নির্ভুলতা |
+/-0.01 মিমি |
|
ছাঁচ জীবন |
50-100 মিলিয়ন শট |
|
উত্পাদন প্রক্রিয়া |
অডিট অঙ্কন - ছাঁচ প্রবাহ বিশ্লেষণ - নকশা যাচাইকরণ - কাস্টম উপকরণ - ছাঁচ প্রক্রিয়াকরণ - মূল প্রক্রিয়াকরণ - ইলেক্ট্রোড মেশিনিং - রানার সিস্টেম প্রক্রিয়াকরণ - অংশ প্রক্রিয়াকরণ এবং সংগ্রহ - মেশিন গ্রহণযোগ্যতা - গহ্বর পৃষ্ঠ চিকিত্সা প্রক্রিয়া - জটিল মোড ডাই - সমগ্র ছাঁচ পৃষ্ঠ আবরণ - মাউন্ট প্লেট - ছাঁচ নমুনা - নমুনা পরীক্ষা - প্রেরণ নমুনা |
|
ছাঁচ গহ্বর |
এক গহ্বর, বহু-গহ্বর বা একই বিভিন্ন পণ্য একসাথে তৈরি করা হয় |
|
ছাঁচ উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
রানার সিস্টেম |
গরম রানার এবং ঠান্ডা রানার |
|
বেস উপাদান |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
শেষ করুন |
শব্দটি পিটিং, মিরর ফিনিস, ম্যাট পৃষ্ঠ, striae |
|
স্ট্যান্ডার্ড |
HASCO, DME বা নির্ভরশীল |
|
প্রধান প্রযুক্তি |
মিলিং, গ্রাইন্ডিং, সিএনসি, ইডিএম, তার কাটা, খোদাই, EDM, lathes, পৃষ্ঠ সমাপ্তি, ইত্যাদি |
|
সফটওয়্যার |
CAD, PRO-E, UG ডিজাইন সময়: 1-3 দিন (স্বাভাবিক পরিস্থিতিতে) |
|
পণ্য উপাদান |
ABS,PP,PC,PA6,PA66,TPU,POM,PBT,PVC,HIPS,PMMA,TPE,PC/ABS,TPV,TPO,TPR,EVA,HDPE,LDPE,CPVC,PVDF,PPSU.PPS। |
|
গুণমান সিস্টেম |
ISO9001:2008 |
|
সময় প্রতিষ্ঠা করুন |
20 দিন |
|
যন্ত্রপাতি |
CNC, EDM, কাটা বন্ধ মেশিন, প্লাস্টিক যন্ত্রপাতি, ইত্যাদি প্লাস্টিক স্যুটকেস ছাঁচ zhe জিয়াং |


প্লাস্টিক ইনজেকশন ছাঁচ তৈরি

প্লাস্টিক ছাঁচনির্মাণ বৈশিষ্ট্য

ছাঁচ নকশা:



লেনদেন প্রক্রিয়া:

ছাঁচ পরীক্ষা:


পণ্য প্যাকেজিং

কারখানা
আমরা কাস্টম প্লাস্টিক ছাঁচ কারখানা. আমাদের কারখানা প্লাস্টিক ইনজেকশন ছাঁচ প্রস্তুতকারক. আমাদের পেশাদার কাস্টম প্লাস্টিকের ছাঁচে 17 বছরের অভিজ্ঞতা এবং 10 বছরের বিদেশী বাণিজ্যের অভিজ্ঞতা রয়েছে। আমরা কাস্টম প্লাস্টিক ছাঁচ সরবরাহকারী. আমরা কাস্টম প্লাস্টিক ছাঁচ সেবা প্রদান করতে পারেন. আমাদের কারখানা ইনজেকশন ছাঁচ করা প্লাস্টিকের অংশ তৈরি করতে পারে, এবং পণ্যের গুণমান আপনাকে সন্তুষ্ট করবে।
আমাদের 50 টিরও বেশি হাই-এন্ড মেশিন এবং শত শত প্রকৌশলী এবং ডিজাইনার রয়েছে। আমরা পণ্য ডিজাইন - ছাঁচ তৈরি - পণ্য উত্পাদন - পণ্য প্যাকেজিং - পরিবহন থেকে এক-স্টপ পরিষেবা সরবরাহ করতে পারি। আমরা একটি সম্পূর্ণ উত্পাদন চেইন আছে. আমরা আপনার সব প্রয়োজনীয়তা পূরণ করতে পারেন.
আমরা যে পরিষেবাগুলি প্রদান করি:
পেশাদার কাস্টম ছাঁচ পরিষেবা, প্লাস্টিক ছাঁচ নকশা এবং উত্পাদন. প্লাস্টিক পণ্য উত্পাদন, পণ্য নকশা, ছাঁচ নকশা, ঘা ছাঁচ কাস্টমাইজেশন, ঘূর্ণন ছাঁচ কাস্টমাইজেশন, ডাই-কাস্টিং ছাঁচ কাস্টমাইজেশন। 3D প্রিন্টিং পরিষেবা, CNC উত্পাদন পরিষেবা, পণ্য প্যাকেজিং, কাস্টমাইজড প্যাকেজিং, শিপিং পরিষেবা।










আমরা সর্বদা প্রথম এবং প্রথম গুণমানের নীতিগুলি মেনে চলি। গ্রাহকদের সর্বোচ্চ মানের পণ্য সরবরাহ করার সময়, উত্পাদন দক্ষতা সর্বাধিক করার চেষ্টা করুন এবং উত্পাদন সময় সংক্ষিপ্ত করুন। আমরা প্রত্যেক গ্রাহককে জানাতে গর্বিত যে আমাদের কোম্পানি তার প্রতিষ্ঠার পর থেকে কোনো গ্রাহক হারায়নি। যদি পণ্যের সাথে কোনো সমস্যা থাকে, তাহলে আমরা সক্রিয়ভাবে সমাধান খুঁজব এবং শেষ পর্যন্ত দায়িত্ব নেব।

FAQ
প্রশ্ন 1: আপনি কি ট্রেডিং কোম্পানি বা প্রস্তুতকারক?
উত্তর: আমরা নির্মাতারা।
প্রশ্ন ২. আমি কখন উদ্ধৃতি পেতে পারি?
উত্তর: আমরা সাধারণত আপনার তদন্ত পাওয়ার পর 2 দিনের মধ্যে উদ্ধৃতি করি।
আপনি যদি খুব জরুরী হন, দয়া করে আমাদের কল করুন বা আপনার ইমেলে আমাদের বলুন যাতে আমরা প্রথমে আপনার জন্য উদ্ধৃতি দিতে পারি।
Q3. ছাঁচের জন্য সীসা-সময় কতক্ষণ?
উত্তর: এটি সমস্ত পণ্যের আকার এবং জটিলতার উপর নির্ভর করে। সাধারণত, সীসা সময় 25 দিন।
Q4. আমার কোন 3D অঙ্কন নেই, আমি কিভাবে নতুন প্রকল্প শুরু করব?
উত্তর: আপনি আমাদের একটি ছাঁচনির্মাণ নমুনা সরবরাহ করতে পারেন, আমরা আপনাকে 3D অঙ্কন নকশা শেষ করতে সাহায্য করব।
প্রশ্ন 5. চালানের আগে, কীভাবে পণ্যের গুণমান নিশ্চিত করবেন?
উত্তর: আপনি যদি আমাদের কারখানায় না আসেন এবং পরিদর্শনের জন্য তৃতীয় পক্ষও না থাকে তবে আমরা আপনার পরিদর্শন কর্মী হিসাবে থাকব।
আমরা আপনাকে উত্পাদন প্রক্রিয়ার বিশদ বিবরণের জন্য একটি ভিডিও সরবরাহ করব যার মধ্যে রয়েছে প্রক্রিয়া প্রতিবেদন, পণ্যের আকার কাঠামো এবং পৃষ্ঠের বিশদ, প্যাকিং বিশদ এবং আরও কিছু।
প্রশ্ন ৬. আপনার পেমেন্ট শর্তাবলী কি?
উত্তর: ছাঁচের অর্থপ্রদান: T/T দ্বারা অগ্রিম 40% আমানত, প্রথম ট্রায়ালের নমুনাগুলি পাঠানোর আগে 30% দ্বিতীয় ছাঁচের অর্থ প্রদান, চূড়ান্ত নমুনাগুলিতে সম্মত হওয়ার পরে 30% ছাঁচের ভারসাম্য।
বি: উত্পাদন অর্থপ্রদান: 50% অগ্রিম আমানত, 50% চূড়ান্ত পণ্য পাঠানোর আগে।
প্রশ্ন 7: আপনি কীভাবে আমাদের ব্যবসাকে দীর্ঘমেয়াদী এবং ভাল সম্পর্ক তৈরি করবেন?
A:1। আমরা আমাদের গ্রাহকদের সর্বোত্তম মানের পণ্যের জন্য সুবিধা নিশ্চিত করতে ভাল মানের এবং প্রতিযোগিতামূলক মূল্য রাখি।
2. আমরা প্রত্যেক গ্রাহককে আমাদের বন্ধু হিসাবে সম্মান করি এবং আমরা আন্তরিকভাবে ব্যবসা করি এবং তাদের সাথে বন্ধুত্ব করি, তারা যেখান থেকেই আসুক না কেন।
হট ট্যাগ: এয়ার ফ্রায়ার ছাঁচনির্মাণ, চীন, প্রস্তুতকারক, সরবরাহকারী, কারখানা, কাস্টমাইজড, পাইকারি, কিনুন, গুণমান, সর্বশেষ বিক্রি, চীনে তৈরি
সম্পর্কিত বিভাগ
অডিও-ভিজ্যুয়াল যন্ত্রপাতি
স্বাস্থ্য সরঞ্জাম
হোম অ্যাপ্লিকেশন
ব্যক্তিগত প্রয়োজনীয়তা
ডিজিটাল সরঞ্জাম
রান্নাঘর সরঞ্জাম
বাথরুমের সরঞ্জাম
পরিবেশ বান্ধব সরঞ্জাম
অনুসন্ধান পাঠান
নীচের ফর্মে আপনার তদন্ত দিতে নির্দ্বিধায় দয়া করে. আমরা আপনাকে 24 ঘন্টার মধ্যে উত্তর দেব।